
Page 116 - Roberston & Sinclair Catalogue
P. 116
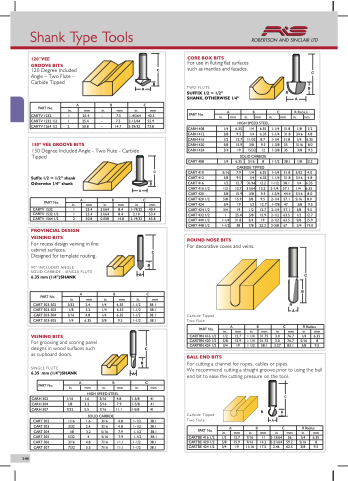
Shank Type Tools
120˚VEE GROOVE BITS
CORE BOX BITS
For use in fluting flat surfaces such as mantles and facades.
TWO FLUTE
SUFFIX 1/2 = 1/2” SHANK, OTHERWISE 1/4”
120 Degree Included Angle – Two Flute – Carbide Tipped
C
B A
PART No.
A
B
C
in.
mm
in.
mm
in.
mm
CARTV 1232
1
25.4
-
7.5
1-45/64
43.3
CARTV 1232 1/2
1
25.4
-
7.5
2-13/64
55.9
CARTV 1264 1/2
2
50.8
-
14.7
2-29/32
73.8
PART No.
A
B
C
R RADIUS
in.
mm
in.
mm
in.
mm
in.
mm
CARH 408
1/4
6.35
1/4
6.35
1-1/4
31.8
1/8
3.2
CARH 412
3/8
9.5
1/4
6.35
1-1/4
31.8
3/16
4.8
CARH 416
1/2
12.7
11/32
8.7
1-1/4
31.8
1/4
6.35
CARH 420
5/8
15.9
3/8
9.5
1-3/8
35
5/16
8.0
CARH 424
3/4
19
15/32
12
1-3/8
35
3/8
9.5
150o VEE GROOVE BITS
HIGH SPEED STEEL
SOLID CARBIDE CARBIDE TIPPED
150 Degree Included Angle - Two Flute - Carbide Tipped
Suffix 1/2 = 1/2” shank Otherwise 1/4” shank
PROVINCIAL DESIGN VEINING BITS
For recess design veining in fine cabinet surfaces.
Designed for template routing.
90° INCLUDED ANGLE
SOLID CARBIDE - SINGLE FLUTE 6.35 mm (1/4”)SHANK
VEINING BITS
For grooving and scoring panel designs in wood surfaces such as cupboard doors.
ROUND NOSE BITS
CART 408
1/4
6.35
5/16
8
1-1/2
38.1
1/8
3.2
CART 410
5/16
7.9
1/4
6.35
1-1/4
31.8
5/32
4.0
CART 412
3/8
9.5
1/4
6.35
1-1/4
31.8
3/16
4.8
CART 416
1/2
12.7
31/64
12.2
1-1/2
38.1
1/4
6.35
CART 416 1/2
1/2
12.7
31/64
12.2
2-1/4
57.1
1/4
6.35
CART 420
5/8
15.9
3/8
9.5
1-3/4
44.4
5/16
8.0
CART 420 1/2
5/8
15.9
3/8
9.5
2-1/4
57.1
5/16
8.0
CART 424
3/4
19
1/2
12.7
1-7/8
47
3/8
9.5
CART 424 1/2
3/4
19
1/2
12.7
2-1/4
57.1
3/8
9.5
CART 432 1/2
1
25.4
5/8
15.9
2-1/2
63.5
1/2
12.7
CART 440 1/2
1-1/4
31.8
3/4
19
2-1/2
63.5
5/8
15.9
CART 448 1/2
1-1/2
38
7/8
22.2
2-5/8
67
3/4
19.0
PART No.
A
B
C
in.
mm
in
mm
in
mm
CARTV 1532
1
25.4
21/64
8.4
1-19/32
40.4
CARTV 1532 1/2
1
25.4
21/64
8.4
2.10
53.4
CARTV 1564 1/2
2
50.8
0.058
14.8
2-19/32
65.8
C
B A
C
For decorative coves and veins.
Carbide Tipped Two Flute
BALL END BITS
For cutting a channel for ropes, cables or pipes.
We recommend cutting a straight groove prior to using the ball end bit to ease the cutting pressure on the tool.
PART No.
A
B
C
in.
mm
in.
mm
in.
mm
CART 503-502
3/32
2.4
1/4
6.35
1-1/2
38.1
CART 503-503
1/8
3.2
1/4
6.35
1-1/2
38.1
CART 503-504
3/16
4.8
1/4
6.35
1-1/2
38.1
CART 503-505
1/4
6.35
3/8
9.5
1-1/2
38.1
PART No.
A
B
C
R Radius
in.
mm
in
mm
in
mm
in
mm
CARTRN 416 1/2
1/2
12.7
1 1/4
31.75
3.0
76.7
1/4
6.35
CARTRN 420 1/2
5/8
15.9
1 1/4
31.75
3.0
76.7
5/16
8
CARTRN 424 1/2
3/4
19
1 1/2
38.1
3.27
83.1
3/8
9.5
B
SINGLE FLUTE
6.35 mm (1/4”)SHANK
A
PART No.
A
B
C
in.
mm
in.
mm
in.
mm
HIGH SPEED STEEL
SOLID CARBIDE
Carbide Tipped Two Flute
R
CARH 302
1/16
1.6
3/16
4.8
1-5/8
41
CARH 304
1/8
3.2
5/16
7.9
1-5/8
41
CARH 307
7/32
5.5
7/16
11.1
1-5/8
41
CART 302
1/16
1.6
3/16
4.8
1-1/2
38.1
CART 303
3/32
2.4
3/16
4.8
1-1/2
38.1
CART 304
1/8
3.2
5/16
7.9
1-1/2
38.1
CART 305
5/32
4
5/16
7.9
1-1/2
38.1
CART 306
3/16
4.8
7/16
11.1
1-1/2
38.1
CART 307
7/32
5.5
7/16
11.1
1-1/2
38.1
PART No.
A
B
C
R Radius
in.
mm
in
mm
in
mm
in
mm
CARTBE 416 1/2
1/2
12.7
7/16
11
2-13/64
56
1/4
6.35
CARTBE 420 1/2
5/8
15.9
9/16
14.2
2-21/64
59.2
5/16
8
CARTBE 424 1/2
3/4
19
11/16
17.5
2.46
62.5
3/8
9.5
2-88
