
Page 384 - Icon Ridge Industrial Tools Catalog
P. 384
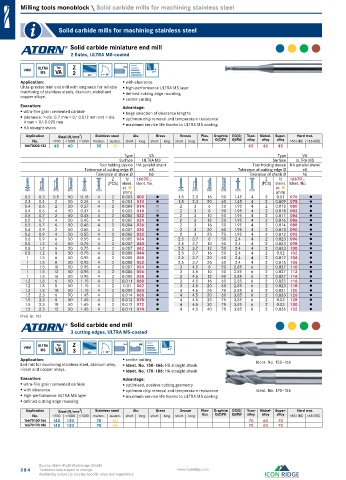
Milling tools monoblock \ Solid carbide mills for machining stainless steel
Solid carbide mills for machining stainless steel
Solid carbide miniature end mill
2 flutes, ULTRA MS-coated
Typ
VHM ULTRA VA Z HA
MS 2 γ = 11°
Application: with clearance
Ultra-precise mini end mill with long neck for reliable high-performance ULTRA MS layer
machining of stainless steels, titanium, nickel and defined cutting edge rounding
copper alloys.
centre cutting
Execution: Advantage:
ultra-fine grain cemented carbide large selection of clearance lengths
tolerance: < dia. 0.7 mm = 0/-0.012 mm and < dia. optimum chip removal and temperature resistance
4 mm = 0/-0.020 mm
HA straight shank maximum service life thanks to ULTRA MS coating
Application Steel (N/mm ) 2 Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
16670002-132 45 40 35 30 45 40 45
Type VA Type VA
Surface ULTRA MS Surface ULTRA MS
Tool holding device HA parallel shank Tool holding device HA parallel shank
Tolerance of cutting edge Ø e8 Tolerance of cutting edge Ø e8
Tolerance of shank Ø h6 Tolerance of shank Ø h6
Z fz 16670... Z fz 16670...
(PCS) steinl. Ident. No. (PCS) steinl. Ident. No.
mm mm mm mm mm mm st. mm mm mm mm mm mm st.
(mm)
(mm)
0.2 0.3 0.5 50 0.16 4 2 0.003 002 ● 1.5 2.3 16 50 1.45 4 2 0.01 076 ●
0.3 0.4 2 50 0.26 4 2 0.003 010 ● 1.5 2.3 20 60 1.45 4 2 0.009 078 ●
0.4 0.6 2 50 0.37 4 2 0.004 014 ○ 2 3 6 50 1.95 4 2 0.018 080 ●
0.4 0.6 4 50 0.37 4 2 0.003 018 ○ 2 3 8 50 1.95 4 2 0.018 082 ●
0.5 0.7 2 50 0.45 4 2 0.006 022 ● 2 3 10 50 1.95 4 2 0.017 084 ●
0.5 0.7 4 50 0.45 4 2 0.005 024 ● 2 3 12 50 1.95 4 2 0.016 086 ●
0.5 0.7 6 50 0.45 4 2 0.004 026 ● 2 3 16 50 1.95 4 2 0.014 088 ●
0.6 0.9 2 50 0.55 4 2 0.007 030 ● 2 3 20 60 1.95 4 2 0.013 090 ●
0.6 0.9 4 50 0.55 4 2 0.006 032 ● 2 3 25 75 1.95 4 2 0.012 092 ●
0.6 0.9 6 50 0.55 4 2 0.005 034 ● 2.5 3.7 8 50 2.4 4 2 0.023 096 ●
0.8 1.2 4 50 0.75 4 2 0.007 040 ● 2.5 3.7 10 50 2.4 4 2 0.023 098 ●
0.8 1.2 6 50 0.75 4 2 0.007 042 ● 2.5 3.7 12 50 2.4 4 2 0.023 100 ●
0.8 1.2 8 50 0.75 4 2 0.006 044 ● 2.5 3.7 16 50 2.4 4 2 0.02 102 ●
1 1.5 6 50 0.95 4 2 0.008 050 ● 2.5 3.7 20 60 2.4 4 2 0.017 104 ●
1 1.5 8 50 0.95 4 2 0.008 052 ● 2.5 3.7 25 60 2.4 4 2 0.015 106 ●
1 1.5 10 50 0.95 4 2 0.007 054 ● 3 4.5 8 50 2.85 6 2 0.027 110 ●
1 1.5 12 50 0.95 4 2 0.006 056 ● 3 4.5 10 50 2.85 6 2 0.027 112 ●
1 1.5 16 50 0.95 4 2 0.005 058 ● 3 4.5 12 50 2.85 6 2 0.027 114 ●
1.2 1.8 6 50 1.15 4 2 0.011 060 ● 3 4.5 16 60 2.85 6 2 0.025 116 ●
1.2 1.8 8 50 1.15 4 2 0.01 062 ● 3 4.5 20 60 2.85 6 2 0.023 118 ●
1.2 1.8 10 50 1.15 4 2 0.009 064 ● 3 4.5 25 75 2.85 6 2 0.021 120 ●
1.5 2.3 6 50 1.45 4 2 0.014 068 ● 4 4.5 20 60 3.85 6 2 0.033 126 ●
1.5 2.3 8 50 1.45 4 2 0.013 070 ● 4 4.5 25 75 3.85 6 2 0.03 128 ●
1.5 2.3 10 50 1.45 4 2 0.012 072 ● 4 4.5 30 75 3.85 6 2 0.03 130 ●
1.5 2.3 12 50 1.45 4 2 0.011 074 ● 4 4.5 40 75 3.85 6 2 0.026 132 ●
Prod. Gr. 152
Solid carbide end mill
3 cutting edges, ULTRA MS-coated
Typ
VHM ULTRA VA Z HA HB
MS 3 γ = 10°
Application: centre cutting Ident. No. 150–166
End mill for machining stainless steel, titanium alloy, Ident. No. 150–166: HB straight shank
nickel and copper alloys. Ident. No. 170–186: HA straight shank
Execution: Advantage:
ultra-fine grain cemented carbide optimised, positive cutting geometry
with clearance optimum chip removal and temperature resistance Ident. No. 170–186
high-performance ULTRA MS layer maximum service life thanks to ULTRA MS coating
defined cutting edge rounding
Application Steel (N/mm ) 2 Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
16670150-166 140 130 70 60 70 60 70
16670170-186 140 130 70 60 70 60 70
Source: Hahn+Kolb Werkzeuge GmbH
384 Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations.