
Page 243 - Icon Ridge Presents ATORN
P. 243
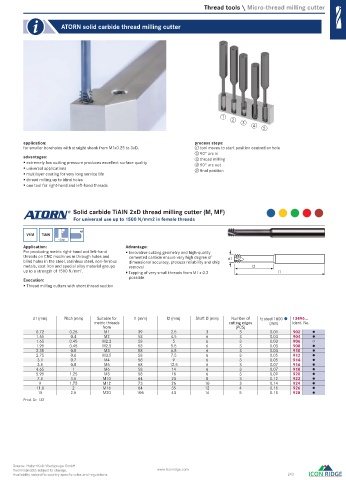
Thread tools \ Micro-thread milling cutter
ATORN solid carbide thread milling cutter
1
2
3
4
5
application: process steps:
for smaller boreholes with straight shank from M1x0.25 to 3xD. ① tool moves to start position centred on hole
② 90° arc in
advantages: ③ thread milling
extremely low cutting pressure produces excellent surface quality ④ 90° arc out
universal applications ⑤ fi nal position
multilayer coating for very long service life
thread milling up to blind holes
one tool for right-hand and le -hand threads
Solid carbide TiAlN 2xD thread milling cutter (M, MF)
For universal use up to 1500 N/mm2 in female threads
HA
VHM TiAlN
2xd
Application: Advantage:
For producing metric right-hand and le -hand Innovative cutting geometry and high-quality
threads on CNC machines in through holes and cemented carbide ensure very high degree of d1
blind holes in the steel, stainless steel, non-ferrous dimensional accuracy, process reliability and chip
metals, cast iron and special alloy material groups removal l2
up to a strength of 1500 N/mm . 2 Tapping of very small threads from M1 x 0.2 l1
Execution: possible
Thread milling cutters with short thread section
d1 (mm) Pitch (mm) Suitable for l1 (mm) l2 (mm) Sha Ø (mm) Number of fz steel 1000 13496...
metric threads cutting edges (mm) Ident. No.
from (PCS)
0.72 0.25 M1 39 2.5 3 3 0.01 902
1.55 0.4 M2 58 4.5 6 3 0.03 904
1.65 0.45 M2.2 58 5 6 3 0.03 906 ○
1.95 0.45 M2.5 58 5.5 6 3 0.03 908
2.35 0.5 M3 58 6.5 6 3 0.03 910
2.75 0.6 M3.5 58 7.5 6 3 0.05 912
3.1 0.7 M4 58 9 6 3 0.05 914
3.8 0.8 M5 58 12.5 6 3 0.07 916
4.65 1 M6 58 14 6 3 0.07 918
5.95 1.25 M8 58 18 6 3 0.09 920
7.8 1.5 M10 64 23 8 3 0.12 922
9 1.75 M12 73 26 10 3 0.14 924
11.8 2 M16 84 35 12 4 0.16 926
15 2.5 M20 105 43 16 5 0.18 928
Prod. Gr. 132
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 243
0276_EN_2018_KERN[21847355]-o.indd 279 12/17/2018 3:32:19 PM