
Page 414 - Icon Ridge Presents ATORN
P. 414
Turning tools \ Technical introduction – turning - ISO turning
P
16 RP1
a ( mm ) p 6,3 RP1
10
4
2,5
1,6
1
0,63
0,4 0,22 0,45
0,25 0,1 0,15
0,16
4° 18°
0,1
0,025 0,04 0,063 0,1 0,16 0,25 0,4 0,63 1 1,6 2,5
f ( mm )
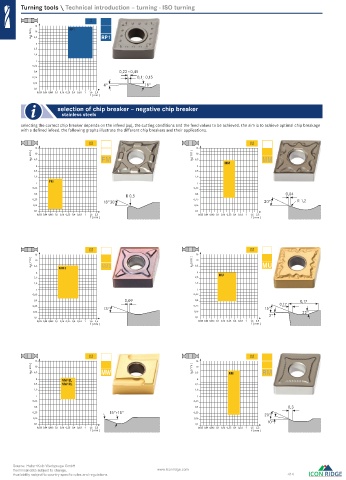
selection of chip breaker – negative chip breaker
stainless steels
selecting the correct chip breaker depends on the infeed (ap), the cutting conditions and the feed values to be achieved. the aim is to achieve optimal chip breakage
with a defined infeed. the following graphs illustrate the different chip breakers and their applications.
M M
16 16
a ( mm ) 10 FM a ( mm ) 10
6,3
p
6,3
p
MM MM
4 4
2,5 2,5
1,6 1,6
FM
1 1
0,63 0,63
0,4 0,4 0,04
R 0,5
0,25 0,25 R 1,2
18°30' 20°
0,16 0,16
0,1 0,1
0,025 0,04 0,063 0,1 0,16 0,25 0,4 0,63 1 1,6 2,5 0,025 0,04 0,063 0,1 0,16 0,25 0,4 0,63 1 1,6 2,5
f ( mm ) f ( mm )
M M
16 16
a ( mm ) 10 a ( mm ) 10
p
6,3
MM3 MM3 p 6,3 MU
4 4 MU
2,5 2,5
1,6 1,6
1 1
0,63 0,63
0,4 0,09 0,4 0,17
0,25 0,25 0,17
13° 15°
0,16 0,16 22°
2°
0,1 0,1
0,025 0,04 0,063 0,1 0,16 0,25 0,4 0,63 1 1,6 2,5 0,025 0,04 0,063 0,1 0,16 0,25 0,4 0,63 1 1,6 2,5
f ( mm ) f ( mm )
M M
16 16
a ( mm ) p 6,3 10 MW a ( mm ) p 6,3 10 RM RM
4 MW EL 4
2,5 MW RL 2,5
1,6 1,6
1 1
0,63 0,63
0,4 0,4 0,3
0,25 15° 18° 0,25
20°
0,16 0,16
10°
0,1 0,1
0,025 0,04 0,063 0,1 0,16 0,25 0,4 0,63 1 1,6 2,5 0,025 0,04 0,063 0,1 0,16 0,25 0,4 0,63 1 1,6 2,5
f ( mm ) f ( mm )
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 414
0516_EN_2018_KERN[21847773]-m.indd 518 12/17/2018 3:33:13 PM