
Page 89 - Icon Ridge Presents ATORN
P. 89
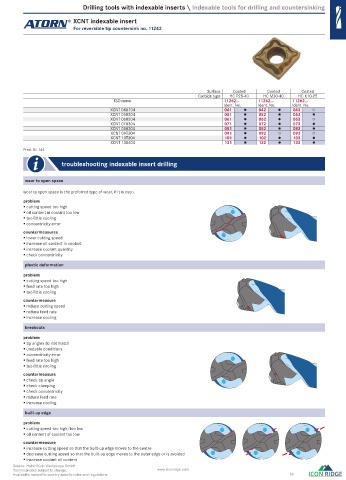
Drilling tools with indexable inserts \ Indexable tools for drilling and countersinking
XCNT indexable insert
For reversible tip countersink no. 11242
Surface Coated Coated Coated
Carbide type HC P25-40 HC M30-40 HC K10-25
ISO name 11262... 11262... 11262...
Ident. No. Ident. No. Ident. No.
XCNT 040104 041 042 043 ○
XCNT 050204 051 052 053
XCNT 060204 061 062 063 ○
XCNT 070304 071 072 073
XCNT 080304 081 082 083
XCNT 09T304 091 092 ○ 093 ○
XCNT 10T304 101 102 103
XCNT 130404 131 132 133
Prod. Gr. 144
troubleshooting indexable insert drilling
wear to open space
wear to open space is the preferred type of wear, if it is even.
problem
cutting speed too high
oil content in coolant too low
too little cooling
concentricity error
countermeasures
lower cutting speed
increase oil content in coolant
increase coolant quantity
check concentricity
plastic deformation
problem
cutting speed too high
feed rate too high
too little cooling
countermeasure
reduce cutting speed
reduce feed rate
increase cooling
breakouts
problem
tip angles do not match
unstable conditions
concentricity error
feed rate too high
too little cooling
countermeasure
check tip angle
check clamping
check concentricity
reduce feed rate
increase cooling
built-up edge
problem
cutting speed too high/too low
oil content of coolant too low
countermeasure
increase cutting speed so that the built-up edge moves to the centre
decrease cutting speed so that the built-up edge moves to the outer edge or is avoided
increase coolant oil content
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 89
0115_EN_2018_KERN[21841622]-n.indd 115 12/17/2018 3:31:03 PM