
Page 187 - Icon Ridge Presents ATORN
P. 187
Thread tools \ Machine tap M
Screw tap P Max 1300
for universal use up to 1300 N/mm 2
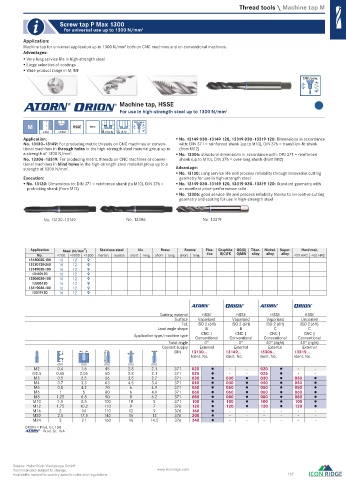
Application:
Machine tap for universal application up to 1300 N/mm both on CNC machines and on conventional machines.
2
Advantages:
Very long service life in high-strength steel
Large selection of coatings
Wide product range in M, MF
CNC/conv.
Machine tap, HSSE
For use in high-strength steel up to 1300 N/mm 2
CNC/conv.
M HSSE
3xd 2,5xd B (3,5-5) C (2-3)
Application: No. 13149 030–13149 120, 13319 030–13319 120: Dimensions in accordance
No. 13130–13149: For producing metric threads on CNC machines or conven- with: DIN 371 = reinforced shank (up to M10), DIN 376 = transition-fi t shank
tional machines in through holes in the high-strength steel material group up to (from M12)
a strength of 1300 N/mm . 2 No. 13306: structural dimensions in accordance with: DIN 371 = reinforced
No. 13306–13319: For producing metric threads on CNC machines or conven- shank (up to M10), DIN 376 = over-long shank (from M12)
tional machines in blind holes in the high-strength steel material group up to a
strength of 1300 N/mm . 2 Advantage:
No. 13130: Long service life and process reliability through innovative cutting
Execution: geometry for use in high-strength steel
No. 13130: Dimensions to: DIN 371 = reinforced shank (to M10), DIN 376 = No. 13149 030–13149 120, 13319 030–13319 120: Standard geometry with
protruding shank (from M12) an excellent price-performance ratio
No. 13306: good service life and process reliability thanks to innovative cutting
geometry and coating for use in high-strength steel
No. 13130–13149 No. 13306 No. 13319
2
Application Steel (N/mm ) Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
13130020-100 16 12 9
13130120-240 16 12 9
13149030-100 16 12 9
13149120 16 12 9
13306020-100 16 12 9
13306120 16 12 9
13319030-100 16 12 9
13319120 16 12 9
Cutting material HSSE HSSE HSSE HSSE
Surface Vaporised Vaporised Vaporised Uncoated
Tol. ISO 2 (6H) ISO 2 (6H) ISO 2 (6H) ISO 2 (6H)
Lead angle shape B B C C
CNC |
CNC |
CNC |
CNC |
Application type/machine type Conventional Conventional Conventional Conventional
Twist angle 0° 0° 40° (right) 40° (right)
Coolant supply External External External External
DIN 13130... 13149... 13306... 13319...
Ident. No. Ident. No. Ident. No. Ident. No.
mm mm mm mm mm
M2 0.4 1.6 45 2.8 2.1 371 020 - - 020 - -
M2.5 0.45 2.05 50 2.8 2.1 371 025 - - 025 - -
M3 0.5 2.5 56 3.5 2.7 371 030 030 030 030
M4 0.7 3.3 63 4.5 3.4 371 040 040 040 040
M5 0.8 4.2 70 6 4.9 371 050 050 050 050
M6 1 5 80 6 4.9 371 060 060 060 060
M8 1.25 6.8 90 8 6.2 371 080 080 080 080
M10 1.5 8.5 100 10 8 371 100 100 100 100
M12 1.75 10.2 110 9 7 376 120 120 120 120
M16 2 14 110 12 9 376 160 - - - - - -
M20 2.5 17.5 140 16 12 376 200 - - - - - -
M24 3 21 160 18 14.5 376 240 - - - - - -
ORION = Prod. Gr. 1DB
a = Prod. Gr. 1KA
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 187
0223_EN_2018_KERN[21847028]-k.indd 223 12/17/2018 3:31:44 PM