
Page 1190 - Master Catalog 2017, Inch
P. 1190
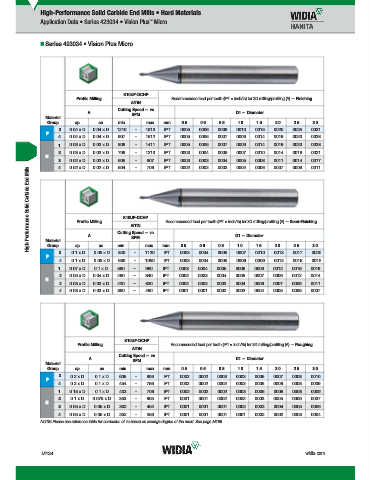
High-Performance Solid Carbide End Mills • Hard Materials
™
Application Data • Series 423034 • Vision Plus Micro
Series 423034 • Vision Plus Micro
K10UF-DCHP
Profile Milling Recommended feed per tooth (IPT = inch/th) for 3D milling/profiling (A) — Finishing
AlTiN
Cutting Speed — vc
A D1 — Diameter
SFM
Material
Group ap ae min max mm 0.5 0.6 0.8 1.0 1.5 2.0 2.5 3.0
3 0.04 x D 0.04 x D 1210 – 1613 IPT .0005 .0006 .0008 .0010 .0015 .0020 .0025 .0031
P
4 0.04 x D 0.04 x D 907 – 1512 IPT .0005 .0005 .0007 .0009 .0014 .0019 .0023 .0028
1 0.03 x D 0.03 x D 806 – 1411 IPT .0005 .0005 .0007 .0009 .0014 .0019 .0023 .0028
2 0.03 x D 0.03 x D 706 – 1210 IPT .0003 .0004 .0006 .0007 .0010 .0014 .0018 .0021
H
3 4 0.02 x D 0.02 x D 605 – – 907 IPT .0003 .0003 .0004 .0005 .0008 .0011 .0014 .0017
0.02 x D
.0002
.0002
.0004
.0003
.0009
504
706
.0011
IPT
0.02 x D
.0007
.0006
High-Performance Solid Carbide End Mills Profile Milling Cutting Speed — vc Recommended feed per tooth (IPT = inch/th) for 3D milling/profiling (A) — Semi-Finishing
K10UF-DCHP
AlTiN
D1 — Diameter
Material
ae
2.5
1.0
3.0
max
2.0
0.5
0.8
0.6
ap
1.5
IPT
840
–
P Group 3 0.1 x D A 0.05 x D min SFM 1120 mm .0003 .0004 .0005 .0007 .0010 .0013 .0017 .0020
4 0.1 x D 0.05 x D 630 – 1050 IPT .0003 .0004 .0005 .0006 .0009 .0012 .0016 .0019
1 0.07 x D 0.1 x D 560 – 980 IPT .0003 .0004 .0005 .0006 .0009 .0012 .0016 .0019
2 0.05 x D 0.04 x D 490 – 840 IPT .0002 .0003 .0004 .0005 .0007 .0009 .0012 .0014
H
3 0.03 x D 0.03 x D 420 – 630 IPT .0002 .0002 .0003 .0004 .0006 .0007 .0009 .0011
4 0.03 x D 0.03 x D 350 – 490 IPT .0001 .0001 .0002 .0002 .0004 .0005 .0006 .0007
K10UF-DCHP
Profile Milling Recommended feed per tooth (IPT = inch/th) for 3D milling/profiling (A) — Roughing
AlTiN
Cutting Speed — vc
A D1 — Diameter
SFM
Material
Group ap ae min max mm 0.5 0.6 0.8 1.0 1.5 2.0 2.5 3.0
3 0.2 x D 0.1 x D 605 – 806 IPT .0002 .0002 .0003 .0003 .0005 .0007 .0008 .0010
P
4 0.2 x D 0.1 x D 454 – 756 IPT .0002 .0002 .0002 .0003 .0005 .0006 .0008 .0009
1 0.15 x D 0.1 x D 403 – 706 IPT .0002 .0002 .0002 .0003 .0005 .0006 .0008 .0009
2 0.1 x D 0.075 x D 353 – 605 IPT .0001 .0001 .0002 .0002 .0003 .0005 .0006 .0007
H
3 0.05 x D 0.05 x D 302 – 454 IPT .0001 .0001 .0001 .0002 .0003 .0004 .0005 .0006
4 0.05 x D 0.05 x D 252 – 353 IPT .0001 .0001 .0001 .0001 .0002 .0002 .0003 .0004
NOTE: Please use reference table for correction of vc based on average degree of the mold. See page M159.
M134 widia.com
M134 M135 Mi h REBRANDO
V
i
WID M
Hi hP f
16 S lidE dMilli
L WID_Master16_SolidEndMilling_HighPerformance_M134_M135_Minch_REBRAND.indd 134 b 19 20155 00PM 10/29/15 2:10 PM