
Page 1453 - Master Catalog 2017, Inch
P. 1453
Solid Carbide Drills
General Application Instructions
(continued)
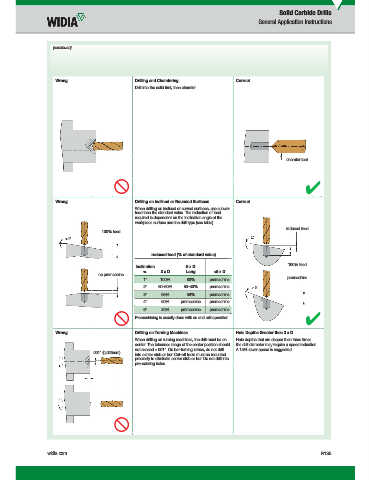
Wrong Drilling and Chamfering Correct
Drill into the solid fi rst, then chamfer.
chamfer tool
[
Wrong Drilling on Inclined or Rounded Surfaces Correct
When drilling on inclined or curved surfaces, use a lower
feed than the standard value. The reduction of feed
required is dependent on the inclination angle of the
workpiece surface and the drill type (see table).
reduced feed
100% feed
>1°
reduced feed (% of standard value)
100% feed
inclination 5 x D
_ 3 x D Long <5 x D
no premachine
premachine
1° 100% 80% premachine
2° 80–50% 80–50% premachine
3° 65% 50% premachine
4° 50% premachine premachine
premachine
6°
30%
premachine
[ Premachining is usually done with an end mill operation.
Wrong Drilling on Turning Machines Hole Depths Greater than 3 x D
When drilling on turning machines, the drill must be on Hole depths that are deeper than three times
center. The tolerance range of the center position should the drill diameter may require a speed reduction.
not exceed ±.001". On bar-turning lathes, do not drill A 15% lower speed is suggested.
.001" (0,025mm)
into center stub or bur. Cut-off tools must be mounted
precisely to eliminate center stub or bur. Do not drill into
pre-existing holes.
[
widia.com R135
10/29/15 1:08 PM
WID_Master16_Holemaking_SolidCarbideDrills_R134_R135_Minch_REBRAND.indd 135 L V i WID M 16 H l ki S lidC bid Dill R134 R135 Mi h REBRANDO b 132015426PM