
Page 1583 - Master Catalog 2017, Inch
P. 1583
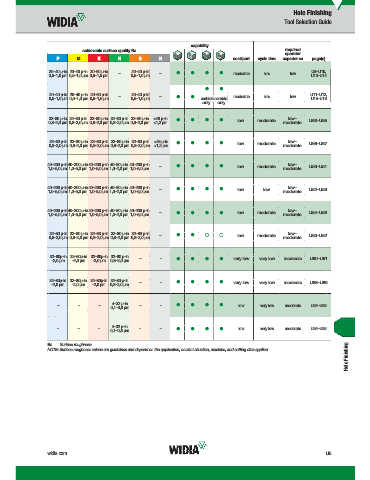
Hole Finishing
Tool Selection Guide
capability
achievable surface quality Ra required
operator
P M K N S H cost/part cycle time experience page(s)
20–40 μ-in 20–40 μ-in 20–60 μ-in 20–40 μ-in U8–U10,
0,5–1,0 μm 0,5–1,0 μm 0,5–1,5 μm – 0,5–1,0 μm – moderate low low U13–U14
20–40 μ-in 20–40 μ-in 20–60 μ-in – 20–40 μ-in – moderate low low U11–U12,
0,5–1,0 μm 0,5–1,0 μm 0,5–1,5 μm 0,5–1,0 μm carbide carbide U15–U16
only only
32–80 μ-in 32–80 μ-in 32–80 μ-in 32–80 μ-in 32–80 μ-in <48 μ-in low moderate low– U63–U65
0,8–2,0 μm 0,8–2,0 μm 0,8–2,0 μm 0,8–2,0 μm 0,8–2,0 μm <1,2 μm moderate
32–80 μ-in 32–80 μ-in 32–80 μ-in 32–80 μ-in 32–80 μ-in <48 μ-in low–
0,8–2,0 μm 0,8–2,0 μm 0,8–2,0 μm 0,8–2,0 μm 0,8–2,0 μm <1,2 μm low moderate moderate U66–U67
40–200 μ-in40–200 μ-in40–200 μ-in 40–80 μ-in 40–200 μ-in – low moderate low– U50–U51
1,0–5,0 μm 1,0–5,0 μm 1,0–5,0 μm 1,0–2,0 μm 1,0–5,0 μm moderate
40–200 μ-in40–200 μ-in40–200 μ-in 40–80 μ-in 40–200 μ-in low–
1,0–5,0 μm 1,0–5,0 μm 1,0–5,0 μm 1,0–2,0 μm 1,0–5,0 μm – low low moderate U52–U53
40–200 μ-in40–200 μ-in40–200 μ-in 40–80 μ-in 40–200 μ-in – low moderate low– U54–U59
1,0–5,0 μm 1,0–5,0 μm 1,0–5,0 μm 1,0–2,0 μm 1,0–5,0 μm moderate
32–80 μ-in 32–80 μ-in 32–80 μ-in 32–80 μ-in 32–80 μ-in low–
0,8–2,0 μm 0,8–2,0 μm 0,8–2,0 μm 0,8–2,0 μm 0,8–2,0 μm – low moderate moderate U60–U62
32–80μ-in 32–80μ-in 32–80μ-in 32–80 μ-in
-2,0 μm -2,0 μm -2,0 μm 0,8–2,0 μm – – very low very low moderate U90–U91
32–80μ-in 32–80μ-in 32–80μ-in 32–80 μ-in – – very low very low moderate U88–U89
-2,0 μm -2,0 μm -2,0 μm 0,8–2,0 μm
4–32 μ-in
– – – – – low very low moderate U94–U95
0,1–0,8 μm
4–32 μ-in
– – – – – low very low moderate U94–U95
0,1–0,8 μm
Ra Surface roughness
Hole Finishing
NOTE: Surface roughness values are guidelines and depend on the application, coolant situation, machine, and cutting data applied.
widia.com U5
11/10/15 12:06 PM
WID_Master16_Holemaking_Holefinishing_U004_U005_Minch_REBRAND.indd 5 L V i WID M 16 H l ki H l fi i hi U004 U005 Mi h REBRANDN b 1020151151AM