
Page 456 - Master Catalog 2017, Inch
P. 456
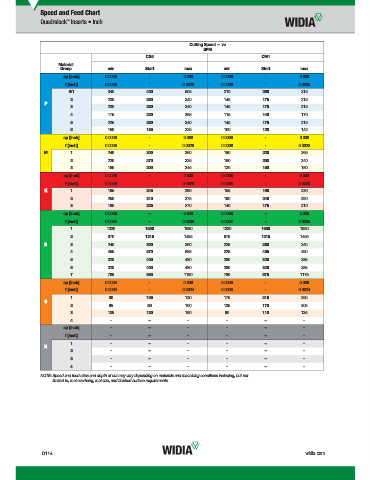
Speed and Feed Chart
Quadralock Inserts • Inch
™
Cutting Speed — vc
SFM
CG5 CM1
Material
Group min Start max min Start max
ap [inch] 0.0008 - 0.008 0.0008 - 0.008
f [inch] 0.0008 - 0.0028 0.0008 - 0.0028
0/1 340 420 505 210 260 315
2 230 280 340 145 175 215
P
3 230 280 340 145 175 215
4 175 220 265 115 140 170
5 225 280 340 145 175 215
6 150 185 225 100 120 145
ap [inch] 0.0008 - 0.008 0.0008 - 0.008
f [inch] 0.0008 - 0.0028 0.0008 - 0.0028
M 1 240 300 360 180 220 265
2 220 270 325 160 200 240
3 165 200 245 120 150 180
ap [inch] 0.0008 - 0.008 0.0008 - 0.008
f [inch] 0.0008 - 0.0028 0.0008 - 0.0028
K 1 195 245 295 155 190 230
2 250 310 375 190 240 290
3 180 225 270 140 175 210
ap [inch] 0.0008 – 0.020 0.0008 – 0.020
f [inch] 0.0004 – 0.0035 0.0004 – 0.0035
1 1320 1650 1980 1320 1650 1980
2 970 1215 1455 970 1215 1455
N 3 240 300 360 225 280 340
4 455 570 685 325 405 490
5 320 400 480 260 320 385
6 320 400 480 260 320 385
7 785 985 1180 780 975 1175
ap [inch] 0.0008 - 0.008 0.0008 - 0.008
f [inch] 0.0008 - 0.0024 0.0008 - 0.0024
1 90 105 130 175 215 260
S
2 65 80 100 135 170 205
3 105 130 160 90 110 135
4 – – – – – –
ap [inch] – – – – – –
f [inch] – – – – – –
1 – – – – – –
H
2 – – – – – –
3 – – – – – –
4 – – – – – –
NOTE: Speed and feed rates and depth of cut may vary depending on materials and machining conditions including, but not
limited to, tool overhang, tool size, and finished surface requirements.
D114 widia.com
Ci l
D114 D115 Mi
L
i
i
V
16 T
WID M
WID_Master16_Turning_Circle_D114_D115_Minch_REBRAND.indd 114 h REBRAND O b 15 2015 8 03 AM 10/30/15 2:02 PM