
Page 918 - Master Catalog 2017, Inch
P. 918
™
Copy Mills • M370 Series
Additional Application Advice • WO.J0804...
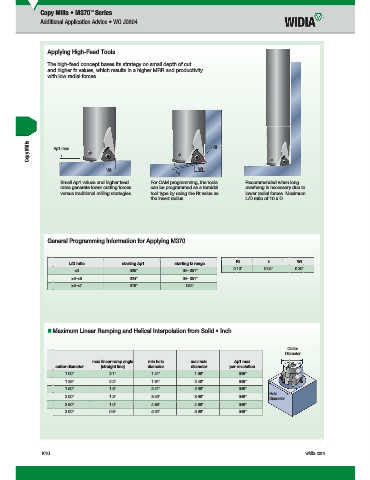
Applying High-Feed Tools
The high-feed concept bases its strategy on small depth of cut
and higher fz values, which results in a higher MRR and productivity
with low radial forces.
Copy Mills Ap1 max Rt
Wt Wt
t
Small Ap1 values and higher feed For CAM programming, the tools Recommended when long
rates generate lower cutting forces can be programmed as a toroidal overhang is necessary due to
versus traditional milling strategies. tool type by using the Rt value as lower radial forces. Maximum
the insert radius. L/D ratio of 10 x D.
General Programming Information for Applying M370
Rt t Wt
L/D ratio starting Ap1 starting fz range
0.10" 0.04" 0.30"
<3 .035" .04–.051"
>3–<5 .024" .04–.051"
>5–<7 .016" .024"
Maximum Linear Ramping and Helical Interpolation from Solid • Inch
Cutter
Diameter
max linear ramp angle min hole max hole Ap1 max
cutter diameter (straight line) diameter diameter per revolution
1.00" 3.1° 1.41" 1.98" .049"
1.25" 2.2° 1.91" 2.48" .049"
1.50" 1.8° 2.41" 2.98" .049"
Hole
2.00" 1.3° 3.40" 3.98" .049" Diameter
2.50" 1.0° 4.66" 4.98" .049"
3.00" 0.8° 5.22" 5.98" .049"
K10 widia.com
V
i
WID M
bl MIlli
16 I d
Mill K010 K011 Mi
C
L WID_Master16_IndexableMIlling_CopyMills_K010_K011_Minch_REBRAND.indd 10 h REBRANDO b 14 201511 40AM 10/29/15 1:39 PM