
Page 945 - Master Catalog 2017, Inch
P. 945
™
Copy Mills • M200 Series
Recommended Starting Feeds
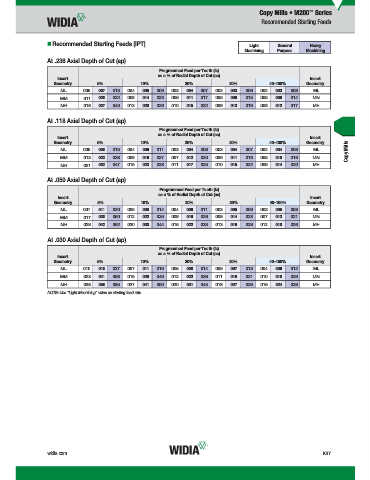
Recommended Starting Feeds [IPT] Light General Heavy
Machining Purpose Machining
At .236 Axial Depth of Cut (ap)
Programmed Feed per Tooth (fz)
as a % of Radial Depth of Cut (ae)
Insert Insert
Geometry 5% 10% 20% 30% 40–100% Geometry
ML .005 .007 .013 .004 .005 .009 .003 .004 .007 .002 .003 .006 .002 .003 .006 ML
MM .011 .020 .032 .008 .014 .023 .006 .011 .017 .005 .009 .015 .005 .009 .014 MM
MH .018 .027 .040 .013 .020 .029 .010 .015 .022 .009 .013 .019 .008 .012 .017 MH
At .118 Axial Depth of Cut (ap)
Programmed Feed per Tooth (fz)
as a % of Radial Depth of Cut (ae)
Insert Insert
Geometry 5% 10% 20% 30% 40–100% Geometry
Copy Mills
ML .006 .008 .015 .004 .006 .011 .003 .004 .008 .003 .004 .007 .002 .004 .006 ML
MM .013 .023 .038 .009 .016 .027 .007 .012 .020 .006 .011 .018 .005 .010 .016 MM
MH .021 .032 .047 .015 .023 .033 .011 .017 .025 .010 .015 .022 .009 .014 .020 MH
At .059 Axial Depth of Cut (ap)
Programmed Feed per Tooth (fz)
as a % of Radial Depth of Cut (ae)
Insert Insert
Geometry 5% 10% 20% 30% 40–100% Geometry
ML .007 .011 .020 .005 .008 .014 .004 .006 .011 .003 .005 .009 .003 .005 .008 ML
MM .017 .030 .050 .012 .022 .035 .009 .016 .026 .008 .014 .023 .007 .013 .021 MM
MH .028 .042 .062 .020 .030 .044 .015 .022 .033 .013 .019 .028 .012 .018 .026 MH
At .030 Axial Depth of Cut (ap)
Programmed Feed per Tooth (fz)
as a % of Radial Depth of Cut (ae)
Insert Insert
Geometry 5% 10% 20% 30% 40–100% Geometry
ML .010 .015 .027 .007 .011 .019 .005 .008 .014 .005 .007 .013 .004 .006 .012 ML
MM .023 .041 .068 .016 .029 .049 .012 .022 .036 .011 .019 .031 .010 .018 .029 MM
MH .038 .058 .085 .027 .041 .060 .020 .031 .045 .018 .027 .039 .016 .024 .036 MH
NOTE: Use “Light Machining” value as starting feed rate.
widia.com K37
WID_Master16_IndexableMIlling_CopyMills_K036_K037_Minch_REBRAND.indd 37 L V i WID M 16 I d bl MIlli C Mill K036 K037 Mi h REBRANDO b 1420151143AM
10/29/15 1:40 PM