
Page 315 - Фрезерование
P. 315
ЦЕНЯТ
И.
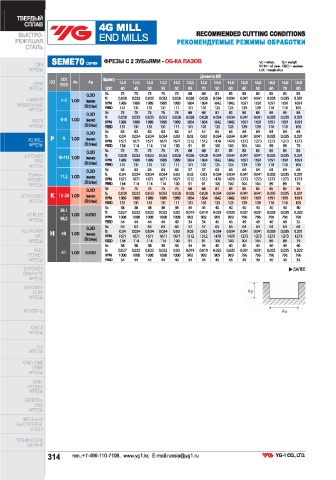
YS RECOMMENDED CUTTING CONDITIONS
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ОБРАБОТКИ
Е срезы с 2 зуБЬЯМИ -ОБЖА ПАЗОВ ем вне
5
мм/мин.
ВРМ= об./мин. РЕЕС
=
Ее м ( 032 ПОТ ПОРТИТ В ЕТ ЕТ УТ И Е ИИ
LOC =Length of Cut
СИ
ЗВ ОВ ОЕ
ЕВ
ОВ РЕ
В ОР: ЗВ ВЕ ОЕ ПВ
ОЕ В
81
85 | 85
81
\*
8 | 8 | 8
3 | 7 | 7 | 7 | 75 | 68 | 68
fz
0.038 | 0.033 | 0.033 | 0.033 | 0.028 | 0.028 | 0.028 | 0.034
0.035
0.034 | 0.041 | 0.041 | 0.035
0.031
118
105
(131 | 191 | 19 | т | 10
03:04)
118
19
157
139 | 139
125 | 125
75
Я
85
5
5
5
м
в
%
|8
5
030 gz 1989 | 1989 | 1989 1989 1989 | 1804 | 1804 1842 | 1842 | 1691 | 1691 1691 | 1691 | 1691
% | 8
х 0.038 | 0.033 | 0033 0033 0.028 | 0028 0028 0.034 | 0034 0041 0.041 | 0.035 | 0.035 | 0.031
(иене 1989 1989 1989 | 1989 1989 | 1804 1804 1842 1842 1691 1691 | 1691 1691 1691
98:0) 151 131 | 191 | 1 | 11 10 109 12 | 125 139 | 139 118 118 105
030 6 6 6 6 | 6 | 57 | 5 6 6 | 64 | 64 & | 6 64
wr тя 004 | 0034 0034 0.034 | 0.03 | 003 | 0.03 | 0084 0034 0.041 | 0.041 | 0.035 | 0,035 | 0.031
ео (менее 1671 | 1671 1671 1671 1671 1512 1512 1478 1478 1273 1273 1273 | 1273 | 1273
ФРЕЗЫ 3:04) 134 |114 | 114 | 114 | 10 | 9 97 | 100 | 100 | 14 1% № № 7
030 755 | 7 | 5 | 6 68 м м % &%& | 8 8 8
к 0.038 | 0.033 | 0033 0033 0.028 | 0028 0028 0.034 | 0084 0.041 0.041 | 0035 | 0.035 | 0.031
eee 1989 1989 1989 | 1989 1989 | 1804 1804 1842 1842 | 1691 | 1691 | 1691 | 1691 1691
93:04) ря 157 131 | 191 | 11 | тп 19 19 125 | 125 139 | 139 118 118 105
030 6 6 6 6 | 6 | 57 | 57 6 65 | 6 | 4 | 64 | 6 64
№ тя 0.04 | 0034 0034 0.034 | 0.03 | 0.03 | 003 | 0034 0034 0.041 | 0.041 | 0.035 | 0.035 | 0.031
(менее 1671 1671 1671 | 1671 1671 | 1512 1512 1478 1478 1273 1273 1273 1273 1273
98:04) 134 114 | 114 | 14 | 10 99 1010 109414 № 9 7
75 75 7 75 75 68 68 81 81 85 85 85 85 85
wr
= Е 3 0,038 | 0,033 | 0,033 | 0.033 0.028 0.028 0.028 0.034 0.034 | 0.041 | 0.041 | 0035 | 0035 | 0.031
ря 1989 1989 1989 1989 1989 | 1804 | 1804 1842 1842 1691 1691 1691 1691 1691
101
118
118
105
139
125
125
139
131
111
131
131
151
101
40
38
38
38
38
40
34
38
34
40
40
к тя 0.027 | 0.022 | 0.022 | 0.022 | 0.02 | 0.019 | 0.019 | 0.025 0.025 40 40 40 0.025 0022
0.031 | 0.031
0.025
=
т Ww 1008 | 1008 | 1008 | 1008 1008 | 902 | 2 909 909 7% 7% 40 40 35
7% | 796 | 796
796 | 796
44
54
34
54
45
44
34
49
49
44
45
40
44
64
64
64
64
х тя 63 63 63 63 63 57 57 65 65 0.041 0.041 0035 64 0.031
0.035
0,04 | 0.034 | 0.034 | 0.034 | 0.03 | 0.03 | 0.03 | 0.034 | 0.034
1. 1008 | 1008 | 1008 1008 1008 902 902 909 909 79% 75 40 89 79
1671 | 1671 | 1671 | 1671 | 1671 | 1512 | 1512 | 1478 | 1478 | 1273 | 1273 | 1273 | 1273 | 1273
89
114 | 114 | 114 | 100
104
91
100
100
134
104
91
тя 38 38 38 38 38 34 34 40 40 40 40 40 40 40
wr 0,027 | 0,022 | 0,022 | 0.022 0.02 0.019 0019 0025 0.025 0031 0031 05025 05025 0.022
= So =) 0.050 44 44 40 34 34 45 45 49 49 40 7%
35
> ДАЛЕЕ
7
—_—_
Ае
314 Ten.:+7-499-110-7106, www.yg1.kr, E-mail:russia@yg1.ru “G& YG-1 CO.,LTD.