
Page 326 - Фрезерование
P. 326
ТВЕРДЫЙ
фе:
YS RECOMMENDED CUTTING CONDITIONS
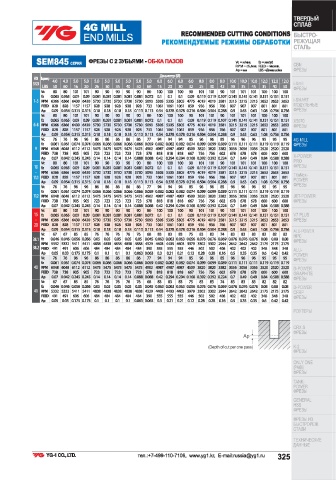
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ОБРАБОТКИ
[515 '/:7. АЙ ФРЕЗЫ С 2 ЗУБЬЯМИ -ОБ-КА ПАЗОВ Vem — fe =nw'y6
ВРМ = об./мин. РЕЕО = мм/мин.
Ар=мм | 186 =Длина шейки |
ини! vc 0065 0065 009 | 009 0081 0081 свт свт 0081 002, 01 | 1 67 009 отт ото |оло7 оли ол 34а 0151
Ce
Ce
рр
ара
(oe ee Shaan Ge lee lee 5 [ae ee es ae Loe De Le | 40 | 50 |
35
101 | 101
101 | 101
101 | 101 | 101 | 100
tz
RPM. 6366 | 6366 6430 6430 5730 5730 5730 5730 5730 5093 5305 5305 5305 4775 4019 | 4019 3581 |3215 3215 |3215 2653
FEED 828 828 1157 1157 928 928 928 928 928 733 1061 1061 1061 | 859 956 | 956 766 907 907 907 801
009 0054 |0315 0315 018 018 0.18 | 0.18 0.113 0.113, 054 0378 |0378 0216|0504 0504 0288 09 063 063 1.08
80
80 101 101 9 | 90
8 100 100 100) 9 101 101 90 101| 101 101 | 100
я
©
9
0.065 0.065) 0.09 0.09 |0.081 0.081 0.081 0081 0081/0072 0.1 | 0.1 0.1 | 009 0.119/0.119 0107/0141 0.141 0.141 0.151
6366 6366 6430 | 6430 5730 5730 5730 5730 5730 5093 5305 5305 5305 4775 4019 4019 3581 3215 3215 3215 2653
828 828 1157 1157 928 928 928 928 928 | 733 1061 1061 1061 | 859 956 956 766 907 907 |907 80
1.08
018
0.18 |0.113 0.113 0.54 |0378 0378 0.216 0.504 0.504 0.288
0.09 0.054 03150315 0.18
0.18
Ар
№
%
9%
0061 0.061 0.0074 0.074 0.066 0.066 | 0.066 | 0.066 | 0.066 0.059 0.082 0.082 0.082 0.074 | 0.099 0.099 0.089 0.111 0.111 0.111 0.119 / 0.
ФРЕЗЫ
fz 8 76 76 9% 9% 86 86 86 86 86 77 9 М М 85 96 96 85 0.9 | 0.63 9% 0.63 955 . 4G MILL
RPM 6048 6048 6112 6112 | 5475 | 5475 | 5475 5475 5475 4902 4987 4987 4987 | 4509 3820 | 3820 | 3382 3056 3056 3056 2520
В 738 | 738 905 905 |723 723 723 723 723 | 578 818 818 | 818 667 756 756 602 678 678 | 678 600
Ар 0.07 0.042 0.245 0,245 | 0.14 0/14 0/14 0,14 0.088 0.088 0.42 |0.294 0294 0,168 0,392 | 0.392 0.224 0,7 | 049 049 084
Vc 80 80 101 101 9 9 90 | 9 90 | 80 | 100 100 100 90 101 101 | 9 | 101 101 | 101 | 100
fz 0,065 0,065 0,09 0.09 0.081 | 0.081 0.081 0.081 0.081 0.072 0.1 0.1 | 0.1 | 0.09 0,119) 0.119 0.107 0,141 0.141 0.141 0.151
RPM | 6366 6366 | 6430 | 6430 5730 5730 5730 5730 5730 | 5093 5305 5305 5305 4775 4019 4019 3581 3215 3215 3215 2653
FEED 828 | 828 1157 1157 | 928 928 928 928 928 | 733 1061 1061 1061 859 956 956 766 907 907 907 | 801
Ар | 0.09 0.054 03150315 018 018 018 0/18 | 0.113 0.113 0.54 |0378 0.378 0.216 0.504 | 0.504 0.288 0.9 | 0.63 063 1.08
№ 76 | 76) 9% 9% 86 86 86 86 86 77 м 9 94 85 9% 96 85 9% 9% 9% 9%
fz 0.061 00061 0.074 0.074 0.066 0.066 0.066 0.066 0.066 0.059 0.082 0.082 | 0.082 | 0.074 0.099 0.099 0.089 0.111 0.111 0.111 0119
i”) RPM 6048 6048 6112 6112 | 5475 5475 5475 5475 | 5475 4902 4987 4987 4987 4509 3820 3820 3382 | 3056 3056 3056 2520
8
907
907
801
907
83
8
766
0.09 0.054 0.315 0315 0.18
85
FEED 738 738 | 905 905 |723 723 723 723 723 | 578 818 818 | 818 667 756 756 602 678 678 | 678 600
Ар | 0.07 0.042 0.245 0.245 014 0/14 0/14 0,14 0.088 0.088 0.42 |0.294 0.294 0.168 0.392 0,392 0.224) 0.7 | 049 049 084
101 | 101 | 100
100
80
9
101
9 | 80
9 | 101
90
101
101
100
Vc 828 828 1157 1157 928 928 928 928 928 733 1061 1061 1061 859 956 956
80
100
9
101
9
9
fz 0,065 0.065 0.09 0.09 0.081 | 0.081 0.081 0.081 0.081 0.072 0.1 0.1. 0.1 | 0.09 0.119) 0.119 0.107 0.141 0.141 0.141 0.151
RPM 6366 6366 | 6430 | 6430 5730 5730 5730 | 5730 5730 5093 5305 5305 5305 4775 4019 4019 3581 3215 3215 3215 2653
8 67 67 76 0.18 | 0.18 | 0.18 0.113 0.113 0.54 0378 0378 0.216 0.504 0.504 0.288 09 0.63 0.63 1.08
graeggrse 0,046 0.046 0.056 0.056 0.05 0.05 0,05 0.05 | 0.05 0.045 0.063 0.063 | 0.063 0.056 0.076 | 0.076 0.069 0.076 0.076 0.076 0.08
68
82
83
83
83
74
83
75
76
76
83
76
83
76
8
5332 5332 5411 5411 | 4838 | 4838 | 4838 4838 4838 4329 4403 4403 4403 3979 3302 3302 2944 2642 2642 2642 2175
606
502
446
406
502
484
491 | 491
484
606
555
348
402
484
555
402
555
484 | 390
484
402
035
0.05 | 0.03 0175 0175]
06
O5
035
0.16
021
021
0.12
0л | 0л | 01 | 01
(0,063 0.063,
03
028
028
9%
76
86
KH
77
86
86
86
%
86
HH
76
85
HHH —— H— | 85
4
0.061 0.061 0.074 0.074 0.066 0.066 0.066 0.066 0.066 0.059 0.082 0.082 0.082 0.074 0.099 0.099 0.089 0.111 0.111 0.111 0.119
6048 6048 6112 6112 5475 5475 5475 5475 5475 4902 4987 4987 4987 4509 3820 3820 3382 3056 3056 3056 2520
FEED 738 | 738 905 905 723 723 723 723 | 723 578 818 818 818 667 756 756 | 602 678 678 678 600
Ap 0.07 0.042 0.245 0.245 0.14 0.14 0.14 0.14 |0.088 0.088 042 0.294 0.294 0.168 0392 /0392'0.224 0.7 |049 049 084
№ 67 67 85 85 76 76 76 76 76 68 83 83 83 75 83 83 74 83 83 8
fz 0046 0.046 0.056 0.056 0.05 | 005 0.05 0.05 0.05 0,045 0,063 0.063 0.063 0.056 0.076 0.076 0.069 0.076 0.076 0.076 0.08
RPM 5332 5332 5411 5411 4838 4838 | 4838 | 4838 | 4838 | 4329 | 4403 | 4403 | 4403 | 3979 3302 3302 | 2944 2642 2642 2642 2175 2175 2175
FEED 491 | 491 606 606 484 484 484 484 484 390 555 555 555 446 502 502 406 402 402 402 348 348 348
Ap | 0.05 0.03 [0175 0175 01 01 01 | 01 (0.063 0.063 03 | 021/021 0.12 028 028 016 O5 | 035/035 06 042 042
№7
(Depth of cut per one pass)
“G&S YG-1 Co.,LTD. Ten.:+7-499-110-7106, www.yg1.kr, E-mail:russia@yg/.ru 325