
Page 382 - Фрезерование
P. 382
Е
=, Х-РОМЕК РКО СПЛАВ
RECOMMENDED CUTTING CONDITIONS -
IS SS РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ОБРАБОТКИ РАЯ
с = м/мин,
Ve
}:
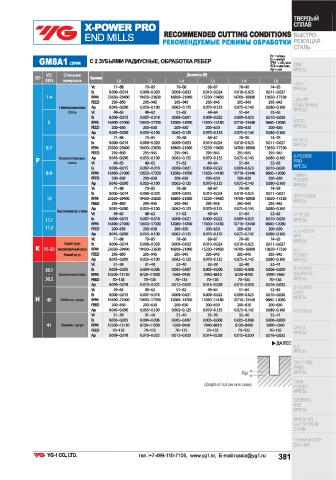
Ce} Pe C 2 3YBbAMM PADMYCHbIE, OBPABOTKA PEBEP в о coy
7:
OPE ЗЫ
И
В В ОО ПОТЕ ОИ ПОЕТ ЗОО ПО: ОИ -Xmi
ИИ
Vc i a a char 70-90 74-93 ФРЕЗЬ
fz 0.006~0.014 0.008~0.020 0.009~0.023 0.010~0.024 0.010~0.025 0.011~0.027
cet ВРМ | 23630-29400 — 19430-23630 — 16800-21000 15230-19430 | 14700-18900 | 13650-17330 1
FEED 295~850 295~945 295-945 295-945 295-945 295-945 МОДУЛЬНЫЕ
Ар 0.045~0.090 0.055~0.100 0.062~0.125 0,070~0.135 0.075~0.145 0:080~0.160 5)
Ve 49~63 49~62 51~62 49~64 51~64 52~65 ~
fz 0,006~0.015 0.007~0.018 0.008~0.021 0,009~0,022 0.009~0.023 0.010~0026
RPM — 16490-21000 13650-17330 ° 12080-14700 11030-14180 | 10710-13440 -9660~12080 007
FEED 0.045~0.090 0.055~0.100 0.062~0.125 0.070~0.135 0.075~0.145 0.080~0.160 4G MILL
200~630
200~630
200~630
200~630
200~630
200~630
ФРЕЗЬ
Vc 0,045~0,090 0.055~0.100 0.062~0.125 0,070~0.135 0.075~0.145 9660-12080
Ар
70~85
74-93
71~88
70-88
70-90
68-87
Ve
5p 9),
fz
0.008~0.020
0.011~0027
0.010~0.024
0.009~0.023
0.006~0.014
0.010~0.025
~~
RPM | 23630~29400 | 19430~23630 | 16800~21000 — 15230-19430 | 14700-18900 | 13650-17330
295~945
295~945
295~945
295~850
295~945
295~945
FEED
Ap
0.080~0.160
49~64
49~62
49~63
52~65
51~62
51~64
0.009~0.023
0.007~0.018
fz
0.008~0.021
0,009~0,022
0.010~0.026
0,006~0.015
12080-14700
11030-14180
RPM | 16490-21000 | 13650-17330
10710-13440
200~630
200~630
FEED
200~630
200~630
200~630
200~630
0.070~0.135
0.062~0.125
0.080~0.160
Ap
0.045~0.090
0.075~0.145
0.055~0.100
70~88
70~90
Ve
74~93
70~85
71~88
68~87
fz
RPM | 23630~29400 | 19430~23630 | 16800~21000 — 15230-19430 | 14700-18900 | 13650-17330
295~945
295~945
295~945
295~850
295~945
295~945
FEED 0.006~0.014 0.008~0.020 0.009~0.023 0.010~0.024 0.010~0.025 0.011~0.027
Ap 0,045~0.090 0.055~0.100 0.062~0.125 0.070~0.135 0.075~0.145 0.080~0.160
Vc 49-63 49-62 51-62 49-64 51-64 52~65 V7 PLUS
fz 0.006~0.015 0.007~0.018 0.008~0.021 0.009~0.022 0.009~0.023 0010-0026 pea,
RPM — 16490-21000 13650-17330 ° 12080-14700 | 11030-14180 | 10710~13440 | 9660~12080
FEED 200~630 200~630 200~630 200~630 200~630 200~630
Ap 0.045~0.090 0.055~0.100 0.062~0.125 0.070~0.135 0.075~0.145 0.080~0.160
Ve 71~88 70~85 70~88 68-87 70-90 74-93
fz 0.006~0.014 0.008~0.020 0.009~0.023 0.010~0.024 0.010~0.025 0.011~0.027
RPM 23630-29400 19430-23630 ° 16800-21000 | 15230-19430 | 14700~18900 | 13650-17330
FEED 295~850 295-945 295-945 295-945 295-945 295-945 |
Ар 0.045~0.090 0.055~0.100 0.062~0.125 0.070~0.135 0.075~0.145 0.080~0.160 = PE 3h
31~40
32-40
31~39
Vc 32-41
32-39
32-40
fz 0.003~0.005 0.004~0.006 0.005-:0.007 0.005~0.008 0.005~0.008 0.006~0.009 WER
RPM | 10500~13130 8720~11030 7560~9450 7040~8610 6720~8400 5990~7560 aR Ph TE
FEED 70~135 70~135 70~135 70~135 70~135 70~135 ФРЕЗЬ
Ар 0.009~0.018 0.010~0.022 0.012~0.025 0.014~0.028 0.015~0.030 0.016~0.032 |
Ve 49~63 49~62 51-62 49-64 51-64 52-65 a
fz 0,006~0.015 0,007~0.018 0,008~0,021 0,009~0,022 0,009~0.023 0:010-0026
АРМ — 16490-21000 | 13650-17330 ° 12080-14700 | 11030-14180 10710-13440 | 9660-12080 -
FEED 200~630 200~630 200~630 200~630 200~630 200~630
Ap 0.045~0.090 0.055~0.100 0.062~0.125 0.070~0.135 0.075~0.145 0.080~0.160 poy TEDL,
Ve 31~39 31~40 32-40 32-39 32-40 32-41
fz 0.003~0.005 0.004~0.006 0.005~0.007 0.005~0.008 0.005~0.008 0.006~0.009
АРМ — 10500-13130 (= 8720-11030 7560-9450 7040-8610 6720-8400 5990-7560 соус
FEED 70~135 70~135 70~135 70~135 70~135 70~135 ФРЕЗЫ
Ар 0,009~0.018 0.010~0.022 0.012~0.025 0.014~0,028 0.015~0.030 0.016~0.032 ~
POANEE |
ФРЕЗ
Ap=
(Depth of cut per one pass)
ФРЕЗЬ
GENERAL
HSS
ФРЕЗЫ
ФРЕЗЫ ИЗ
БЫСТРОРЕЖ.
СТАЛИ
ЕХНИЧЕСКИЕ
ДАННЫЕ
“G@& YG-1 CO.,LTD. тел.:+7-499-110-7106, www.yg1.kr, E-mail:russia@yg1.ru 381