
Page 410 - Фрезерование
P. 410
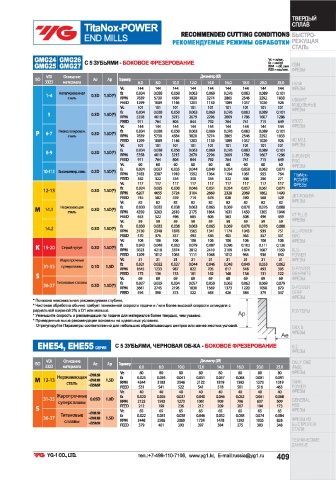
г TitaNox-POWER
RECOMMENDED CUTTING CONDITIONS 5bicTPo-
END MILLS РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ОБРАБОТКИ РЕЖУЩАЯ
Ус= м/мин.
pe crs ие СА:
С 5 ЗУБЬЯМИ - БОКОВОЕ ФРЕЗЕРОВАНИЕ 23 | СВМ
ЕЕЕО= мм/мин. ФРЕЗЫ
3323 | материала ПС В
ИИ
[Sane а ta р -Xmil
ФРЕЗЫ
Е 0034 0.038 0.050 01083 0089 0076 0083 0089 0 т
03D 1.50) Rem 7639 5730 | 4584 | 3820 | 3274 | 2865 | 2546 22 183 5)
14
FEED | 1299 1089 1146 1203 1130 1089 1057 1020 96 any
Vc 101 101 101 101 101 101 101 101 101
fz 0,034 0.038 0,050 0.063 0,069 0.076 0,083 0.089 0,101 OPE ЗЫ
036 1.50)
АРМ | 5358 (4019 | 3215 2679 2296 2009 | 1786 1607 1286
FEED 911 764 804 844 792 764 741 715 69 X5070
Ve 144 144 144 144 144 144 144 144 144 | ФРЕЗЫ
fz 0034 (0.038 | 0.050 0063 | «0.069 | 0.076 | 0.083 0.089 0.101
03D 15D") pom 7639 5730 | 45 «3820 324 2865 256 2292 1833
FEED 1299 1089 1146 1203 1130 1089 1057 1020 96 | 4G MILL
Vc 101 101 101 101 101 101 101 101 101 ФРЕЗЫ
fz 0.034 0.038 (0.050 0063 0069 | 0.076 | 0.083 | 0089 0.101
0.30 1.50)
RPM | 5358 4019 3215 2679 2296 2009 1786 1607 1286 y_ pp)
FEED 911 764 804 844 792 764 741 715 649 PRO
Vc 60 60 60 60 60 60 60 60 60 ФРЕЗЫ
fz 0.024 0.027 (0.035 0044 | «(0.049 | 0054 | 0058 | 0062 0071
036 1.50)
RPM | 3183 2387 1910 1592 1364 1194 1061 955 764 ма
FEED | 382 322 334 350 334 322 308 296 271 arent sist
№ 117 117 117 117 117 117 117 117 117 ФРЕЗЫ
fz 0.024 0.025 0.030 0.046 0.051 0.054 0.057 0.061 0071
15D) RPM 6207 4655 374 3104 | 2660 2328 209 1862 1490 и
FEED 725 520 59 74 68 68 | 50 | 58 59 ОИ
№ 82 82 82 82 82 82 82 82 2 ФРЕЗЫ
fz 0.030 0.032 0.038 0.063 0.065 0.069 0.070 0.076 0.088
15D) Rpm 4350 3263 | 260 | 2175 1864 | 1631 1450 | 1305 1044
FEED | 63 52 45 685 | 66 | 539 58 46 49 \110
№ 59 59 59 59 59 59 59 59 59 ФРЕЗЫ
fete © 0.030 | 0032 | 0038 0063 0065 0069 | 0070 | 0076 | 0.088
114
RPM 3130 2348 1878 493 139 405 103 939 | 751 Н HPC }-РОМЕВ
1565
436
470
365
FEED
376
357
357
331
Ve 106 106 106 106 106 106 106 106 106 ФРЕЗЫ
15-20 fz 0.043 0.048 0.063 0.079 0.087 0.096 0.103 0.111 0.126
RPM 1350 A
2410
4218
2812
5623
3374
1874
2109
1687
FEED = 1209 1012 1063 1111 1048 1012 965 936 850 о
№ 31 31 31 31 31 31 31 31 31
п fz 0.021 0.022 | 0027 0044 0046 0048 0.049 | 0.053 0.062
RPM 1645 — 1233 987 822 705 617 548 493 395
НЕЕО | 173 136 133 181 162 148 134 131 122
Vc 69 69 69 69 69 69 69 69 69
ay, fz 05027 | 0029 | 0034 | 0057 | 0.059 0062 0063 0069 0079
5 RPM 3661 2745 2196 1830 1569 1373 1220 1098 879
FEED 494 398 373 522 463 426 384 379 347
* Показана максимальная рекомендуемая глубина. 4
* Чистовая обработка обычно требует пониженной скорости подачи и / или более высокой скорости шпинделя с
радиальной шириной 2% х 01 или меньше. A РОУТЕРЫ
* Уменьшите скорость и рекомендации по подаче для материалов более твердых, чем указано. р
* Приведенные выше рекомендации основаны на идеальных усповиях.
Отрегулируйте Параметры соответственно для небольших обрабатывающих центров или менее жестких условий. oy СВХ $
|5. [557.4 [5332228 С 5 ЗУБЬЯМИ, ЧЕРНОВАЯ ОБ-КА - БОКОВОЕ ФРЕЗЕРОВАНИЕ
о Дм
ыы ae ee
мя
Coe 0025 os oot 00st 0057 0.063 0081 ost
RPM 4244 3183 2546 2122 1819 1592 1273 1019
FEED 531 5 522 541 518 501 56 463
Ve 40 40 40 40 40 40 40
31-3 fz 0.020 0.025 0.037 0.040 0.046 0.052 0.061
“35 RPM 2122 1592 1273 1061 909 796 637
FEED 212 199 236 212 209 207 194
Ve 65 65 65 65 65 65 65
36-37 fz 0.022 0.031 0.038 0.046 0.052 0.058 0,074
5 RPM 3448 2586 2069 1724 1478 1293 1035
FEED 379 401 393 397 384 375 383
“G@& YG-1CO,, LTD. тел.:+7-499-110-7106, www.yg1.kr, E-mail:russia@yg1.ru