
Page 613 - Фрезерование
P. 613
ЕЯ 7
СПЛАВ
wy / RECOMMENDED CUTTING CONDITIONS
YG
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ОБРАБОТКИ
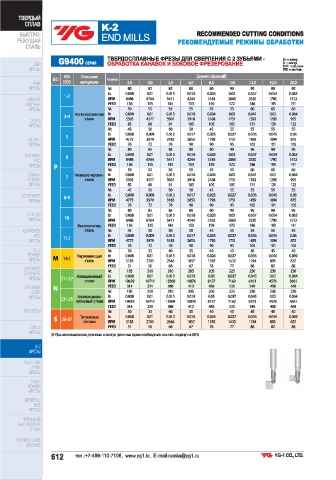
G9. 400 ТВЕРДОСПЛАВНЫЕ ФРЕЗЫ ДЛЯ СВЕРЛЕНИЯ С 2 ЗУБЬЯМИ - Уса мумии,
НХ ОБРАБОТКА КАНАВОК И БОКОВОЕ ФРЕЗЕРОВАНИЕ т ин
ЕЕ = ммИмин,
ВЕ
Описание
О te) Cece}
Е материала ПОЕТ ВИН ПОЕТ ЗАЯВИВ ПОЕТ И ПОЕТ ВИ ПОКРОВ ПИТ ПОЕТ
\ 80 85 85 80 80 90 95 90 95
1-2 fz 0.008 0.01 0.013 0.018 0.025 0.03 0.037 0.054 0.063
RPM 8488 6764 5411 4244 3183 2865 2520 1790 1512
FEED 136 135 141 153 159 172 186 193 191
Vc 50 55 55 55 55 55 60 65 60
fz 0.008 0.01 0.013 0.018 0.024 0.03 0.041 0.05 0,064
RPM 5305 4377 3501 2918 2188 1751 1592 1293 955
FEED 85 88 91 105 105 105 131 129 122
Ve 45 50 50 50 45 55 55 55 55
fz 0,008 0.009 0.012 0.017 0.025 0.027 0.036 0.046 0.06
RPM 4775 3979 3183 2653 1790 1751 1459 1094 875
FEED 76 72 76 90 90 95 105 101 105
Vc 80 85 85 80 80 90 95 90 95
fz 0.008 0.01 0.013 0.018 0.025 0.03 0.037 0.054 0.063
RPM 8488 6764 5411 4244 3183 2865 2520 1790 1512
FEED 136 135 141 153 159 172 186 193 191
\ 50 55 55 55 55 55 60 65 60
fz 0.008 0.01 0.013 0.018 0.024 0,03 0.041 0.05 0,064
RPM 5305 4377 3501 2918 2188 1751 1592 1293 955
FEED 85 88 91 105 105 105 131 129 122
Ve 45 50 50 50 45 55 55 55 55
fz 0.008 0.009 0.012 0.017 0.025 0.027 0.036 0.046 0.06
RPM 4775 3979 3183 2653 1790 1751 1459 1094 875
FEED 76 72 76 90 90 95 105 101 105
Vc 80 85 85 80 80 90 95 90 95
fz 0.008 0.01 0.013 0.018 0.025 0.03 0.037 0.054 0.063
RPM 8488 6764 5411 4244 3183 2865 2520 1790 1512
FEED 136 135 141 153 159 172 186 193 191
Ve 45 50 50 50 45 55 55 55 55
fz 0.008 0.009 0.012 0.017 0.025 0,027 0,036 0,046 0,06
RPM 4775 3979 3183 2653 1790 1751 1459 1094 875
FEED 76 72 76 90 90 95 105 101 105
Ve 30 35 40 35 40 45 45 45 40
fz 0.008 0.01 0.013 0.018 0,024 0.027 0.036 0.046 0.069
RPM 3183 2785 2546 1857 1592 1432 1194 895 637
51
82
77
88
86
56
FEED 19629 16711 0.013 10876 8157 225 230 230 0.064
66
76
67
0.064
210
185
210
205
Vc
230
205
0.01
0.05
0.045
0.03
0.019
0.037
fz
0.008
13369
7162
RPM
6101
3661
4576
413
FEED
348
489
530
469
458
314
549
334
205
Ve
230
230
225
205
230
210
210
185
0.037
0.01
0.008
0.03
0.013
0.05
0.019
0.045
fz
16711
7162
6101
4576
19629
ВРМ
8157
3661
10876
13369
530
FEED
549
469
413
458
489
334
314
40
) о 36-37 Ve 30 0.01 348 0.018 0,024 0.027 0.036 0.046 0.069
45
45
35
45
40
35
40
0.008
fz
0.013
1194
895
67
56
51
88
2X ¢ ВРМ 3183 2785 2546 1857 1592 1432 86 82 637
77
FEED
76
66
Ж При использовании длинных и экстра длинных фрез необходимо снизить подачу на 50%
ie
ФРЕЗЫ
2
612 тел.:+7-499-110-7106, www.yg1.kr, E-mail:russia@yg1.ru “G& YG-1C0,, LTD.