
Page 666 - Фрезерование
P. 666
ТВЕРДЫЙ
СПЛАВ
РИ АО MILLS RECOMMENDED CUTTING CONDITIONS
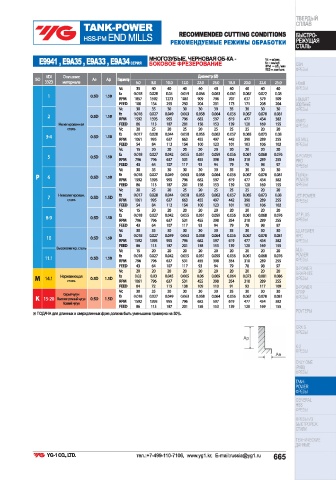
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ОБРАБОТКИ
МНОГОЗУБЫЕ, ЧЕРНОВАЯ ОБ-КА - Ve =i
al aa Dea cell BOKOBOE @PESEPOBAHME п
ЕЕЕО = мм/мин,
Seeder ee en ne nee ne ee
материала
ПОСТОВ ee
ee
Ve 35 40 40 40 40 40 40 40 40 40
fz 0.018 | 0.028 | 0.05 0.059 | 0.056 | 0.063 | 0.061 | 0.067 0.072 0.08
05D 15D
1
RPM 1857 1592 1273 1061 909 796 707 637 579 509
FEED 100 134 255 250 204 201 173 171 208 204
Vc 30 35 30 30 30 30 35 30 30 30
fz 0.018 | 0.027 | 0.049 | 0.063 | 0.058 | 0.064 | 0,056 | 0.067 | 0.078 0.081
0.50 15D
RPM | 1592 | 1393 955 796 682 597 619 477 434 382
FEED 86 113 187 201 158 153 139 128 169 155
Ve 20 25 20 25 20 25 25 25 20 20
fz 0.017 | 0.028 | 0.044 | 0.058 | 0.055 | 0.062 | 0.057 | 0.065 | 0.073 0.08
05D 15D
RPM 1061 995 637 663 455 497 442 398 289 255
FEED 54 84 112 154 100 123 101 103 106 102
Vc 15 20 20 20 20 20 20 20 20 20
fz 0.018 | 0027 | 0.042 | 0.055 | 0.051 | 0.059 | 0,056 | 0.061 0.068 | 0.076
05D 15D
RPM 796 796 637 531 455 398 354 318 289 255
FEED 43 64 107 117 93 94 79 78 98 97
Ve 30 35 30 30 30 30 35 30 30 30
fz 0.018 | 0027 | 0.049 | 0,063 | 0.058 | 0,064 | 0056 | 0.067 | 0.078 0.081
0.50 15D
RPM 1592 1393 955 796 682 597 619 477 434 382
FEED 86 113 187 201 158 153 139 128 169 155
Ve 20 25 20 25 20 25 25 25 20 20
fz 0.017 | 0.028 | 0.044 | 0.058 | 0.055 | 0.062 | 0.057 | 0.065 | 0.073 0.08
05D 1.50
RPM 1061 995 637 663 455 497 442 398 289 255
FEED 54 84 112 154 100 123 101 103 106 102
Vc 15 20 20 20 20 20 20 20 20 20
fz 0.018 | 0027 | 0.042 | 0.055 | 0.051 | 0.059 | 0.056 | 0.061 0.068 | 0.076
05D 15D
RPM 796 64 637 531 455 94 354 318 289 255
398
796
RPM (1592 | 1393 955 796 682 597 619 477 434 382
FEED
107
117
93
79
78
43
97
98
30
Ve
30
30
30
30
35
35
30
30
30
0.03 | 0.045 | 0.065 | 0.06 | 0.069 | 0.064 | 0073
05D 15D fz 0.018 | 0.027 | 0.049 | 0.063 | 0.058 | 0.064 | 0.056 | 0067 | 0.078 0,081
АРМ
155
153
158
201
187
139
FEED
113
169
86
128
20
20
20
20
20
20
20
15
20
20
597
619
1592
0.068
fz
0.50 15D Ve 0.018 | 0.027 | 0.042 | 0.055 | 0.051 | 0.059 | 0.056 | 0.061 0.081 0.076
255
354
398
318
289
637
796
796
531
455
fz 0.02 1393 955 796 682 94 20 20 20 0.086
64
FEED
79
107
98
93
43
117
97
78
\
20
20
20
20
20
20
20
15D
0.50
RPM
FEED 1061 796 637 531 455 398 354 318 289 255
117
109
72
91
109
110
138
115
93
64
Ve 30 35 30 30 30 30 35 30 30 30
fz 0.018 | 0.027 | 0.049 | 0.063 | 0.058 | 0.064 | 0.056 | 0.067 0.078 0.081
RPM 477 434 382
FEED 86 113 187 201 158 153 139 128 169 155
50%.
Ж ПОДАЧА для длинных и сверхдлинных фрез должна быть уменьшена примерно
на
Ар
+ + fe
ТАМК-
POWER
ФРЕЗЫ ИЗ
БЫСТРОРЕЖ.
СТАЛИ
ДАННЫЕ
ТЕХНИЧЕСКИЕ
“G& YG-1 C0, LTD. Ten.:+7-499-110-7106, www.yg1.kr, E-mail:russia@yg1.ru 665