
Page 383 - Сверление
P. 383
BbICTPO-
ЗУ
arts IS РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ
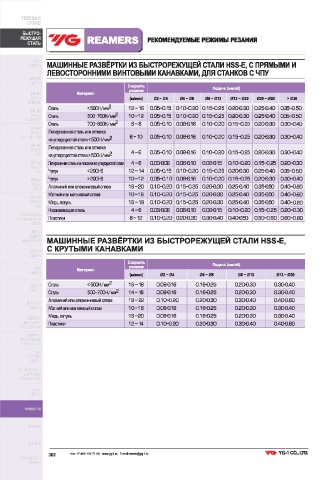
МАШИННЫЕ РАЗВЁРТКИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Н$$-Е, С ПРЯМЫМИ И
ЛЕВОСТОРОННИМИ ВИНТОВЫМИ КАНАВКАМИ, ДЛЯ СТАНКОВ С ЧПУ
Led Co) ean
Материал
(м/мин) 22 G4 ~ 28 98 813 - 020 020 - 030 > 930
04
-
013
-
Е tn le
Сталь <БООНИмм2 12-16 0.05-0.15 0.10-0.20 | 0.15-0.25 0.200.30 | 0250.40 | 095~0.50
Сталь 500-700Н/мме | 10-12 0.05-0.15 0.10-0.20 | 0.15-0.25 0,200.30 | 0.250.40 | 0395~0.50
Сталь 700-800H/ mm? 6~8 0.05-0.10 0.08916 |0.10-0.20 0.15~0.25 | 0.20030 | 0.30~040
Легированная сталь или отливка
6-10 0.05-0.10 0.08016 | 0.10~0.20 0.15~0.25 | 0.20030 | 0.30-040
из углеродистой стали < ЗООНИ MMe
Легированная сталь или отливка
4-6 0,05~0.10 0.08016 | 0.10~0.20 0.15~0.25 | 0.200.30 | 0.30~040
из углеродистой стали > 5ООНИ мм
Легированная сталь или поковки из углеродистой стали 4-6 003908 0.06010 | 0.08015 0,10~0,20 | 0.15~0.25 | 0.20~030
Чугун <200HB 12-14 0.05-0.15 0.10-0.20 | 0.15-0.25 0.200.30 | 0.250.40 | 0.35~0.50
Чугун > 200HB 10~12 005-010 0.08916 |0.10-0.20 0.15~0.25 | 0.200.30 | 0.30-040
Алюминий или алюминиевый сплав 16-20 0.10-0.20 0.15~0.25 | 0.20-0.30 0.25940 | 0.35950 |0.40-0.60
0,200.30 | 0.300.40
0.10-0.20
Магний или магниевый сплав 10-16 0.10-0.20 0.15-0.55 | 0.209.30 0.25040 0.35850 |0.40-050
Медь, латунь 16-18 0.10-0.20 0.15~0.25 | 0.200.30 0.25040 | 0.35950 |0.40-0.60
Нержавеющая сталь 4-6 0.03508 0.06010 | 0.08015 0.10-0.20 | 0.15-0.25 | 0.20-0.30
Пластики 8-12 0.40050 | 0.50~0.60 | 0.60~0.80
МАШИННЫЕ РАЗВЁРТКИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Н$$-Е,
С КРУТЫМИ КАНАВКАМИ
оо
EEC ele)]
ЕЕ
(м/мин) 22 - 04 24-08 28 - 013 @13 ~ 220
Сталь <БООН/Ими? | 16-48 | 008946 | 016025 0.20-0.30 0,300.40
Сталь 500-700Н/мме | 14-46 | 008916 | 0416925 0.20030 0.30-0.40
Алюминий или алюминиевый сплав | 18-22 | 010-020 | 020030 0.30-0.40 0409.60
Магний или магниевый сплав | 10~16 | 008916 | 016025 0.20030 0.30940
Медь, патунь | 16-20 | 008916 | 016025 0.20-0.30 0.30%5.40
Пластики | 12~14 | 010-020 | 0200.30 0.30-0.40 0409.60
ass)
382 тел.:+7 499 110 71 06, ммммуд1.кг, Е-тай:гизза@уд1.ги ‘G&S YG-1C0., LTD.