
Page 400 - Сверление
P. 400
YG ТЕХНИЧЕСКИЕ
ДАННЫЕ
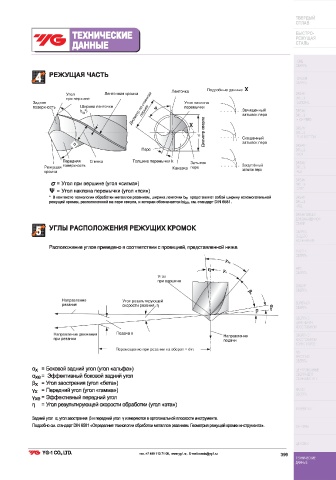
Fy РЕЖУЩАЯ ЧАСТЬ
Ленточка Подробные данные xX
Yron Ленточная кромка
при вершине
Задняя Угол наклона
- .Зачищенный й
поверхность
перемычки
затылок пера
<
a
x Ф
A a
a
25)
\ "oo
Ih = g Скошенный
затылок пера
я
Передняя Спинка Толщина перемычки К Затылок <. Закруглённый
Режущая Поверхность Канавка пера , sank nepa
кромка
°
oO = Yron npuv вершине (угол «сигма»)
Ч = Угол наклона перемычки (угол «пси»)
* В контексте технопогии обработки метаппов резанием, ширина пенточки bg представляет собой ширину вспомогательной
режущей кромки, расположенной на пере сверла, и которая обозначается Ытап, см. стандарт DIN 6581.
Г УГЛЫ РАСПОЛОЖЕНИЯ РЕЖУЩИХ КРОМОК
Расположение углов приведено в соответствии с проекцией, представленной ниже.
Угол
при вершине
Направление Угол результирующей
резания скорости резания, п
;
Направление движения
Подача $
при резании Направление
подачи
Перемещение при резании на оборот = ап
ах = Боковой задний угол (угол «альфа»)
схе= Эффективный боковой задний угол
Вх = Угол заострения (угол «бета»)
ух = Передний угол (угол «гамма»)
Yxe = Эффективный передний угол
П = Уол результирующей скорости обработки (угол «эта»)
Задний угол а, угол заострения Ви передний угол у измеряются в ортогональной плоскости инструмента.
Подробно см. стандарт СИМ 6581 «Определния технологии обработки металлов резанием. Геометрия режущей кромки инструмента».
© У@- СО. ТО. тел.:+7 499 110 71 06, члииуо1.к, Е-ттайзтизза @у01.ли 399
ИЗ:
alla