
Page 50 - Сверление
P. 50
ЕЕ
СПЛАВ
IS РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ
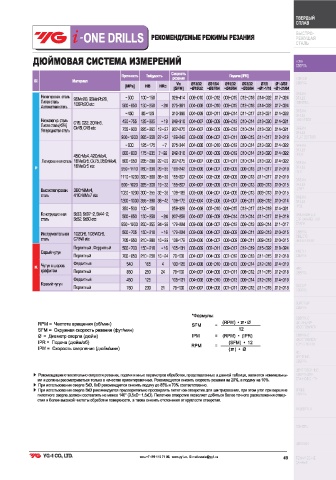
ДЮЙМОВАЯ СИСТЕМА ИЗМЕРЕНИЙ НОМЕ
СВЕРЛА
зо > “чи
ПИ
MPa] HB нк № 9% 094 0492 02982 91-3132
МР] [SFM] ~15/32 ~@37/e4 -04Ыба ~55/64 oN an 01-2184
Herr pose can 9SMn28, 9SMnPhe;, -500 | 100~150 328-414 | 006-010 | 007-012 | 009-015 | 012-018 | 014-022 | 017-024
Автоматная сталь | /OSPb20 etc 500~850 | 150-250| ~24 | 275-361 | 004~008 | 007-010 | 009-015 | 012018 | 014~022 | 017-004
~A50 | 85-125 310-396 | 004-009 | 007-011 | 009-014 | 011017 | 013-021 | 014-022
Низколегир. Сталь | Гуг сор 20МПБ 450755 | 125-225 | «19 | 242-10 | (004-007 | 006-009 | 008-012 | 010-014 | 012-020| 014-021
Пт Сталь (дб, Се 755-900 | 225-265 | 19-27 | 207-275 | 004-007 | 006-009 | 008-01 | 010-014 | 013020 | 014-021
№45.
Урлеродистея сталь |
900-1200 265-350 |27-37 | 189-242 | 008-008 | 004~007 | 007011 | 009-018 |.011~017| 012-019
-600 | 125~175| ~7 | 275-944 | 004~008 | 007-010 | 008-012 | 010-014 | 013-020 | 014-022
ABCrMo4, 42CrMod, 600-800 | 175-235 | 7-22 | 242-810 | 004-007 | 006-009 | 008-012 | 010-014 | 013-020 | 04-022
Легированная сталь 16МпСг5, СКБ, З5С"МОЙ, | 800950 | 235-280 |22-29 | 207-275 | 004-007 | 006009 | 007-01" | 010014 | 013-020 | 014022
16Мпбт5 вх 950-1110 | 280-380 29-35 189-242 | 008-008 | 004-007 | (008-008 | 009-013 | 011-17 | 012-019
1110-1230] 330360 | 3539 | 155-207 | 002004 | 003-006 | (006-009 | (009-013 | 01117 | 012-019
600-1020 225300 |19=32 | 155-207 | 004-007 | 006-008 | (00701 | (009-013 | 009-013 | 010-015
Высоколегирован. | 36CrNiMo4, . . . т № о т
cane oe 1020-1200] 300-355 | 3238 | 138189 | 008—006 | 004~007 | 004-008 | 009-018 | 009-013 | 010-015
1200~1390| 385~990 | 38~42| 198-172 | 002-004 | 003~006 | 004-007 | 008-014 | 008-012 | 010-014
350-500 | 100-150 258-328 | 004-008 | 007-010 | 009-015 | 012~017 | 012-019 | 014-021
Конструкционная | 5633, 5637-8, 94-2, . . . т № ре . т
о 2 ав0 500-850 | 150-250 | ~24| 207-258 | 004~007 |.008~009 | 009-014 | 010-014 | 011~017| 012-018
B50~ 1200 | 250~55 | 24~98) 172-224 | 008-006 | 004~007 | 008-012 | 009-013 | 009-014 | 011-017
Инструментальная | 102Cr6, 105WCré, 500-705 | 150-210 | 16 | 172-224 | 008-006 | 004-007 | 008—009 | 008=СИ1 | 009013 | 010-015
сталь С75\М/ в 705-950 | 210-280 | 16-29 | 138-172 | 008-006 | 004-007 | 006-009 | 008=СИ1 | 009013 | 010015
Copal Перлитный, Ферритный — | 500-700 |150-210| ~16 | 105-131 | 006~009 | 007~011 | 009-017 |.012-09 | 015-022 | 018-024
ерый ЧУГУН
чи Парлитный 700-850 | 210-250 |16-24 | 79-100 | 004-007 | 004-009 | 007-012 | 009-013 |.0/=015 | 02-018
Чуунсшаров. | Ферритный 540 165 | 4 | 100-126 004-008 | 006-010 | 008-043 | 009-014 | 012-018 | 014-019
графитом Перлитный 850 250 | 24 | 79-100 | 004-007 | 004-008 | 007011 | 008-012 | 011~015| 012-018
Konuin Ферритный 450 125 105*131 | .004~008 | 006-010 | 008-013 | 009014 | 012018 | 014~019
ОВКИЙ Ч
УУН | Перлитный 780 230 |2 | 79-100 | 004-007 | 004~008 | 007011 | 008-012 | 011~015 | 012-018
*Формулы:
ВРМ = Частота вращения (об/мин) ЗЕМ = (RPM) - 7°
SFM = Окружная скорость резания (фут/мин) 12
@ = Диаметр сверла (дюйм) IPM = (RPM) « (IPR)
|РК = Подача (дюйм/об) RPM _ (ЗЕМ) * 12
1РМ = Скорость сверления (дюйм/мин) ~ (п). в
> Рекомендации относительно скорости резания, подачи и иных параметров обработки, представленные в данной таблице, являются номинальны-
ми и должны рассматриваться только в качестве ориентировочных. Рекомендуется снизить скорость резания на 20%, а подачу на 10%.
>_ При использовании сверла 5х0, 8х0 рекомендуется снизить подачу до 85% и 70% соответственно.
> При использовании сверла 8х0 рекомендуется предварительно просверлить пилотное отверстие для центрирования, при этом угол при вершине
пилотного сверла должен составлять не менее 140° (0,5х0-- 1,5х0). Пилотное отверстие позволяет добиться более точного расположения отвер-
стия и бопее высокой чистоты обработки поверхности, а также снизить отклонения от кругпости отверстия.
GWG YG-1 CO, LID.
тел.:+7 499 110 71 06, www.ygt.«r, E-mail:russia@yg1.ru
49