
Page 301 - 978-620-0-64375-9_Classical
P. 301
Для дуговой сварки используют электроды с различной обмазкой. Для
сварки конструкционных сталей применяют электроды: Э42, Э42А, Э46,
Э46А, Э50, Э50А и др. Число после буквы Э, умноженное на 10, обозначает
минимальное значение временного сопротивления металла шва. Буква А
обозначает повышенное качество электрода, обеспечивающее получение
более высоких пластических свойств металла шва. При контактной сварке
металл в зоне соединения доводится не до жидкого, а только до пластичного
состояния. Соединение образуется путем сдавливания деталей. Контактную
сварку применяют в серийном и массовом производстве для нахлесточных
соединений тонкого листового металла (точечная, шовная сварка) или для
стыковых соединений круглого и полосового металла (стыковая сварка).
Далее рассмотрим соединения, выполненные дуговой сваркой.
К достоинствам сварных соединений можно отнести:
невысокую стоимость соединения вследствие малой трудоемкости сварки
и простоты конструкции сварного шва;
сравнительно небольшую массу конструкции;
герметичность и плотность соединения;
возможность автоматизации процесса сварки;
возможность сварки толстых профилей.
Недостатками являются:
невысокое качество сварного шва (применение автоматической сварки
в значительной мере устраняет этот недостаток);
трудность контроля качества сварного шва;
коробление деталей из-за неравномерности нагрева в процессе сварки;
невысокую прочность при переменных режимах нагружения (сварной шов
является сильным концентратором напряжений). В зависимости от взаимного
расположения соединяемых элементов выделяют следующие типы сварных
соединений: стыковые, нахлесточные и тавровые.
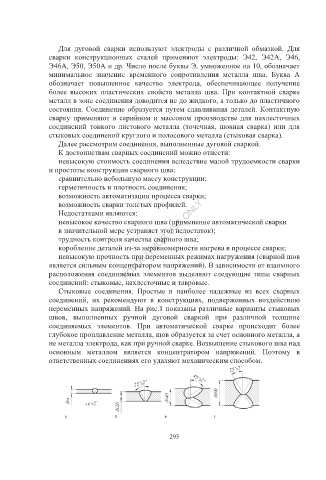
Стыковые соединения. Простые и наиболее надежные из всех сварных
соединений, их рекомендуют в конструкциях, подверженных воздействию
переменных напряжений. На рис.1 показаны различные варианты стыковых
швов, выполненных ручной дуговой сваркой при различной толщине
соединяемых элементов. При автоматической сварке происходит более
глубокое проплавление металла, шов образуется за счет основного металла, а
не металла электрода, как при ручной сварке. Возвышение стыкового шва над
основным металлом является концентратором напряжений. Поэтому в
ответственных соединениях его удаляют механическим способом.
295