
Page 48 - ILPT catalogue
P. 48
TECHNICAL GUIDANCE . . .
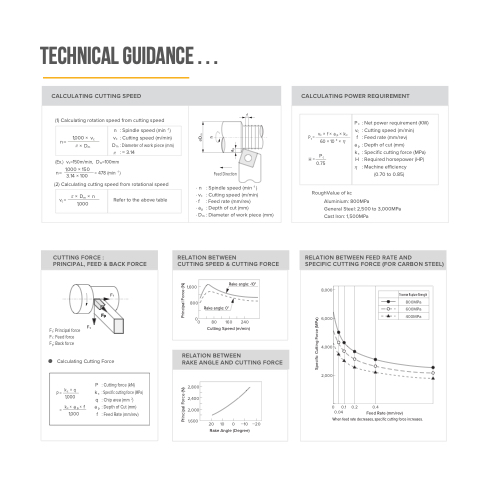
CALCULATING CUTTING SPEED
(1) Calculating rotation speed from cutting speed
(Ex.) vc=150m/min, Dm=100mm
n = 1,000 × 150 = 478 (min -1 ) 3.14 × 100
(2) Calculating cutting speed from rotational speed
n = 1,000 × vc × Dm
n : Spindle speed (min -1 ) vc : Cutting speed (m/min) Dm : Diameter of work piece (mm)
: ≈ 3.14
vc=
× Dm × n 1,000
Refer to the above table
f
· n : Spindle speed (min -1 ) · vc : Cutting speed (m/min) · f : Feed rate (mm/rev)
· ap : Depth of cut (mm)
· Dm : Diameter of work piece (mm)
Feed Direction
CALCULATING POWER REQUIREMENT
Pc= vc×f×ap×kc 60 × 10 3 ×
H= Pc 0.75
Pc : Net power requirement (KW) vc : Cutting speed (m/min)
f : Feed rate (mm/rev)
ap : Depth of cut (mm)
kc : Specific cutting force (MPa)
H : Required horsepower (HP) : Machine efficiency
(0.70 to 0.85)
RoughValue of kc Aluminium: 800MPa
General Steel: 2,500 to 3,000MPa Cast Iron: 1,500MPa
CUTTING FORCE :
PRINCIPAL, FEED & BACK FORCE
Ff Fp
● Calculating Cutting Force
Fc: Principal force Fc Ff : Feed force
Fp: Back force
P= kc ×q 1,000
kc × a p × f 1,000
P k c q a p f
: Cutting force (kN)
: Specific cutting force (MPa) : Chip area (mm 2)
: Depth of Cut (mm)
: Feed Rate (mm/rev)
=
RELATION BETWEEN FEED RATE AND
SPECIFIC CUTTING FORCE (FOR CARBON STEEL)
8,000
6,000
4,000
2,000
0 0.1 0.2 0.4
Traverse Rupture Strength
800MPa
600MPa
400MPa
0.04
Feed Rate (mm/rev)
When feed rate decreases, specific cutting force increases.
RELATION BETWEEN
CUTTING SPEED & CUTTING FORCE
Rake angle: -10°
Rake angle: 0°
1,600 800
00 80 160 240
Cutting Speed (m/min)
RELATION BETWEEN
RAKE ANGLE AND CUTTING FORCE
2,800
2,400
2,000
1,600
20 10 0 -10 -20 Rake Angle (Degree)
Principal Force (N) Principal Force (N)
Specific Cutting Force (MPa)
ap
øDm n
