
Page 49 - ILPT catalogue
P. 49
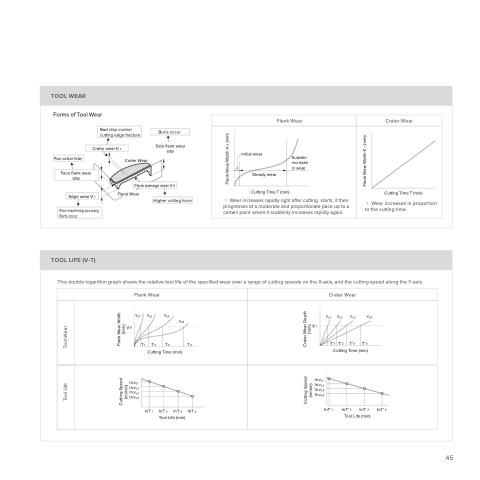
TOOL WEAR
Forms of Tool Wear
Flank Wear
Crater Wear
Initial wear
Sudden increase in wear
・ Wear increases rapidly right after cutting starts, it then progresses at a moderate and proportionate pace up to a certain point where it suddenly increases rapidly again.
Steady wear
Cutting Time T (min)
Cutting Time T (min)
・ Wear increases in proportion to the cutting time.
Bad chip control cutting edge fracture
Burrs occur
Poor surface finish
Crater wear K T
Crater Wear
Face flank wear VN2
Side flank wear VN1
Edge wear V C
Flank average wear V B Flank Wear
Higher cutting force
Poor machining accuracy, Burrs occur
TOOL LIFE (V-T)
This double logarithm graph shows the relative tool life of the specified wear over a range of cutting speeds on the X-axis, and the cutting speed along the Y-axis.
Flank Wear
Crater Wear
vc1 vc2 vc3
vc4
VB
T1T2T3 T4 Cutting Time (min)
vc1 vc2 vc3 vc4 KT
T'1 T'2 T'3 T'4 Cutting Time (min)
In vc1 In vc2 In vc3 In vc4
InT1 InT2 InT3 InT4 Tool Life (min)
In vc1 In vc2 In vc3 In vc4
InT' 1
InT' 2 InT' 3 InT' 4 Tool Life (min)
45
Tool Life
Tool Wear
Cutting Speed (m/min)
Flank Wear Width (mm)
Cutting Speed (m/min)
Crater Wear Depth (mm)
Flank Wear Width V B (mm)
Flank Wear Width K T (mm)
