
Page 24 - CТ Сентябрь
P. 24
СВАРКА СВАРКА
Методика исследований характеристик процесса, а также регистрировать электрические и энергетический параметры [5], струк-
турная схема которого представлена на рисунке 1.
тепломассопереноса тродуговой сварке плавящимся электродом
Анализ особенностей регистрации быстропротекающих процессов при элек-
Введение при дуговой сварке Опыт применения диагностических систем представленного типа показывает, что ре-
гистрация характеристик тепломассопереноса имеет ряд специфических особенностей. В
Анализ причин и характе- плавящимся электродом частности, качество видео изображений очень сильно зависит от технических характери-
ра разрушений многих металло- стик видео камер. Необходим источник интенсивного излучения, обеспечивающий режим
конструкций, показывает, что их с видео регистрацией «пересвечивания» дуги и способствующий улучшенной визуализации характеристик те-
разрушение, часто, происходит в пломассопереноса. Первоначально, в ходе экспериментов, был применен CuBr-лазер [6].
зонах сварных соединений. Это изображений в условиях Очевидным преимуществами его являлись высокая импульсная мощность и малая длитель-
неминуемо приводит к снижению ность импульса (40 наносекунд), что позволяло осуществлять временную фильтрацию изо-
уровня допустимых эксплуатаци- лазерного когерентного бражения. Высокая частота следования импульсов (до 700 кГц), обеспечивала временное
онных нагрузок в экстремальных разрешение до единиц микросекунд. Совокупность указанных свойств позволяла полно-
условиях и низких температурах излучения стью избавиться от фоновой засветки, рисунок 2.
окружающей среды [1]. Извест- Анализ представленных на
но, что изготовление металло- рисунке 2 изображений показыва-
конструкций с высокой прочностью сильно затруднено вследствие действия целого ряда ет, что их качество существенно
специфических факторов: температуры окружающей среды, типов и технических харак- уступает качеству изображений,
теристик применяемого для сварки оборудования, качества и технологических свойств получаемых ранее, с использова-
сварочных материалов, и ряда других показателей [2]. Отмеченное обстоятельство оказы- нием высокоскоростных кинока-
вает существенное влияние на стабильность плавления и переноса электродного металла мер [7]. По-видимому, это связано
в сварочную ванну, что требует дополнительных усилий по контролю быстропротекающих с техническими характеристиками
процессов формирования неразъемных соединений, и, в первую очередь, за изменением применяемой видео камеры и не-
в процессе сварки характеристик тепломассопереноса [3]. Нестабильность характеристик достаточностью имеющейся под-
тепломассопереноса в процессе сварки или наплавки, приводит ухудшению формирования светки.
металла шва, что отрицательно сказывается на надежности металлоконструкций в целом Рис. 2. Видеокадры сварочного микроцикла (период плавления и пере- Модернизация исследо-
[4]. носа одной капли электродного металла), последовательность кадров: 1 вательского комплекса для ре-
- 2 - 3(интервал горения дуги), 4 -5 -6 (интервал короткого замыкания). шения задач выше сформули-
рованной цели
Для комплексного исследования процессов плавления и переноса электродного ме-
талла в сварочную ванну необходима синхронизация всех блоков и компонентов – лазера,
высокоскоростной камеры, осциллографа, сварочного оборудования. С учетом перечис-
ленных особенностей, в составе комплекса, был применен модифицированный CuBr- ла-
зер, со следующими параметрами: средняя мощность генерации регулируется в диапазо-
не от 1 до 3 Вт; частота следования импульсов излучения от 10 до 25 кГц. Лазер выполнен
в виде двух блоков – активного элемента (АЭ) и источника питания (ИП). Активный эле-
мент включает в себя газоразрядную трубку с длиной активной зоны 40 см, диаметром
2 см, высоковольтный коммутатор (тиратрон ТГИ1-270/12), схему запуска тиратрона с
оптической развязкой, блоки термостабилизации. Конструкция лазера предусматривает
различные режимы работы: режим генератора и усилителя. Это достигается использо-
ванием съемных резонаторов. Данный активный элемент может быть использован для
реализации схемы лазерного монитора для диагностики процессов в ванне расплава с
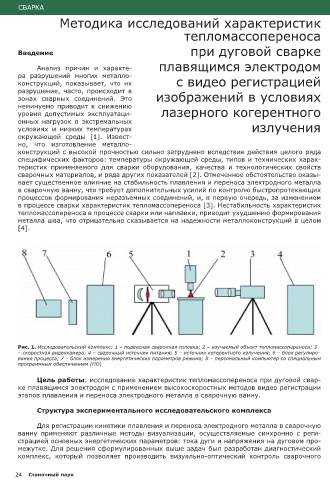
Рис. 1. Исследовательский комплекс: 1 – подвесная сварочная головка; 2 – изучаемый объект тепломассопереноса; 3 полным подавлением влияния излучения сварочной дуги.
– скоростная видеокамера; 4 – сварочный источник питания; 5 – источник когерентного излучения; 6 – блок регулиро- На рисунке 3 приведены видеокадры процесса плавления и переноса электродного
вания процесса; 7 – блок измерения энергетических параметров режима; 8 – персональный компьютер со специальным
программным обеспечением (ПО) металла в сварочную ванну, полученные исследовании с применением модернизирован-
ного источника когерентного излучения. Оборудование, сварочные материалы и режимы
Цель работы: исследование характеристик тепломассопереноса при дуговой свар- аналогичны случаю, видеокадры которого приведены на рисунке 2 (сварка проволокой
ке плавящимся электродом с применением высокоскоростных методов видео регистрации сплошного сечения СВ-08Г2С, диаметр 1,2 мм, источник питания ФЭБ - 315 «Магма»,
этапов плавления и переноса электродного металла в сварочную ванну. механизм подачи ФЭБ-09, защитная среда - углекислый газ; напряжение на дуге 22,3
В; скорость подачи электродной проволоки 2,3 м/мин; регистрация изображений осу-
Структура экспериментального исследовательского комплекса ществлялась камерой Baumer, скорость съемки 1500 кадров/сек, экспозиция 5 мкс). Для
визуального анализа процессов тепломассопереноса осуществлялась теневая съемка при
Для регистрации кинетики плавления и переноса электродного металла в сварочную подсветке лазером и применением одновременной спектральной и временной фильтраци-
ванну применяют различные методы визуализации, осуществляемые синхронно с реги- ей для детального изучения процессов, протекающих в ванне расплава.
страцией основных энергетических параметров: тока дуги и напряжения на дуговом про- Для полного подавления фонового излучения и получения изображений с мини-
межутке. Для решения сформулированных выше задач был разработан диагностический мальной экспозицией была использована фильтрация, которую обеспечивали непосред-
комплекс, который позволяет производить визуально-оптический контроль сварочного ственно средой разработанного лазера – реализация активной оптической системы (ла-
24 Станочный парк Станочный парк 25