
Page 33 - СтаночныйПарк
P. 33
СОВЕТЫ СПЕЦИАЛИСТОВ СОВЕТЫ СПЕЦИАЛИСТОВ
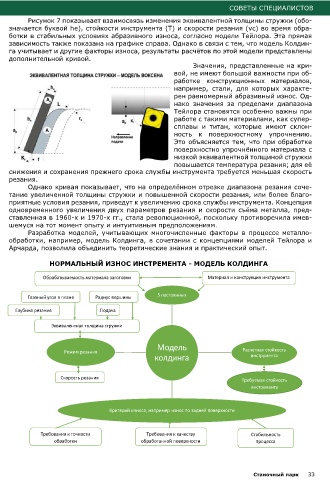
, если вершина инструмента вступает в контакт с заготовкой. Свободное прямоугольное и Рисунок 7 показывает взаимосвязь изменения эквивалентной толщины стружки (обо-
косоугольное резание редко используются в современной металлообработке, поэтому не- значается буквой he), стойкости инструмента (T) и скорости резания (vc) во время обра-
обходимость учёта данного фактора ограничена. Расширенное уравнение Тейлора добав- ботки в стабильных условиях абразивного износа, согласно модели Тейлора. Эта прямая
ляет переменную для переднего угла режущей кромки, но не учитывает контакт вершины зависимость также показана на графике справа. Однако в связи с тем, что модель Колдин-
инструмента с заготовкой. га учитывает и другие факторы износа, результаты расчётов по этой модели представлены
Модель Тейлора имеет свои недостатки, если оценивать её с точки зрения техноло- дополнительной кривой.
гий и сложности современной металлообработки. Однако в течение длительного времени Значения, представленные на кри-
модель Тейлора являлась превосходной основой для прогнозирования срока службы ин- вой, не имеют большой важности при об-
струмента и в определённых условиях предоставляетнадёжные данные. работке конструкционных материалов,
Роль толщины стружки например, стали, для которых характе-
По мере того, как инженеры разрабатывали и изучали модели оценки стойкости ин- рен равномерный абразивный износ. Од-
струмента, становилось понятно, что толщина стружки тесно связана со стойкостью. нако значения за пределами диапазона
Толщина стружки представляет собой функцию глубины резания и подачи, измеренную Тейлора становятся особенно важны при
перпендикулярно режущей кромке и в плоскости, перпендикулярной направлению реза- работе с такими материалами, как супер-
ния. Если угол в плане составляет 90˚ (заходной угол 0˚ в США), глубина резания и ши- сплавы и титан, которые имеют склон-
рина стружки остаются неизменны, как и подача с толщиной стружки. ность к поверхностному упрочнению.
Длина контакта инструмента с заготовкой Это объясняется тем, что при обработке
представляет собой ещё одну переменную для поверхностно упрочнённого материала с
определения толщины стружки. Способ учё- низкой эквивалентной толщиной стружки
та влияния радиуса вершины инструмента был повышается температура резания; для её
разработан шведским инженером Рагнаром Вок- снижения и сохранения прежнего срока службы инструмента требуется меньшая скорость
сеном в начале 1960-х. Он предложил формулу резания.
для эквивалентной толщины стружки при токар- Однако кривая показывает, что на определённом отрезке диапазона резания соче-
ной обработке, позволяющую рассчитывать тео- тание увеличенной толщины стружки и повышенной скорости резания, или более благо-
ретическую толщину стружки с учётом радиуса приятные условия резания, приведут к увеличению срока службы инструмента. Концепция
скругления инструмента. Результат позволяет одновременного увеличения двух параметров резания и скорости съёма металла, пред-
мысленно выпрямить радиус вершины инстру- ставленная в 1960-х и 1970-х гг., стала революционной, поскольку противоречила имев-
мента и определить область стружкообразова- шемуся на тот момент опыту и интуитивным предположениям.
ния в виде прямоугольной зоны. Благодаря тако- Разработка моделей, учитывающих многочисленные факторы в процессе металло-
му описанию модель отражает степень контакта обработки, например, модель Колдинга, в сочетании с концепциями моделей Тейлора и
закруeглённой вершины инструмента. Арчарда, позволила объединить теоретические знания и практический опыт.
Модель Колдинга
Модель расчёта стойкости инструмента, разработанная шведским профессором Бер- НОРМАЛЬНЫЙ ИЗНОС ИНСТРЕМЕНТА - МОДЕЛЬ КОЛДИНГА
тилем Колдингом в конце 1950-х, описывает зависимость стойкости инструмента от скоро-
сти резания и эквивалентной толщины стружки, учитывая также дополнительные факторы Обрабатываемость материала заготовки Материал и конструкция инструмента
процесса резания. Эти факторы включают материал и геометрию инструмента, температу-
ру и обрабатываемость заготовки. Данная модель и соответствующее сложное уравнение Главный угол в плане Радиус вершины 5 постоянных
позволяют точно оценить влияние комбинированных изменений в различных условиях ре-
зания. Глубина резания Подача
Колдинг убедился, что изменение экви-
валентной толщины стружки (подачи) меняет Эквивалентная толщина стружки
отношение между скоростью резания и сроком
службы инструмента. При увеличении толщины
стружки необходимо снизить скорость резания, Модель Расчетная стойкость
чтобы стойкость инструмента осталась неизмен- Режим резания колдинга инструмента
ной. Чем больше увеличивается толщина струж-
ки, тем больше должна уменьшаться скорость
резания. Скорость резания Требуемая стойкость
С другой стороны, при уменьшении экви- инструмента
валентной толщины стружки срок службы ин-
струмента увеличивается, а влияние повышен-
ных скоростей резания уменьшается. Множество Критерий износа, например износ по задней поверхности
комбинаций значений скорости подачи, глубины резания, угла в плане и радиуса при вер-
шине может дать одинаковое значение эквивалентной толщины стружки. При этом, если
поддерживается постоянная эквивалентная толщина стружки при постоянной скорости ре- Требования к точности Требования к качеству
зания, стойкость инструмента будет также оставаться неизменной, несмотря на изменения обработки обработанной поверхности Стабильность
процесса
глубины резания, подачи и угла в плане.
32 Станочный парк Станочный парк 33