
Page 32 - Toyota Annual Directory 2020-2021
P. 32
AGC) 8 %
5,93 min (
PROCESS DESCRIPTION
N
IMPACT
UNIT
ROBOT AREA
checking operations W gripper TA
TBIRT) IVENESS
hecking first parts
u c t i o n ( A G C ) duction (TBR)
er m CGM TA hours worked)
6.Yokoten to other
u
evious mold 3IP0TIO%N aenxgtemovldertime
M
CONDITION TARGET
9,5
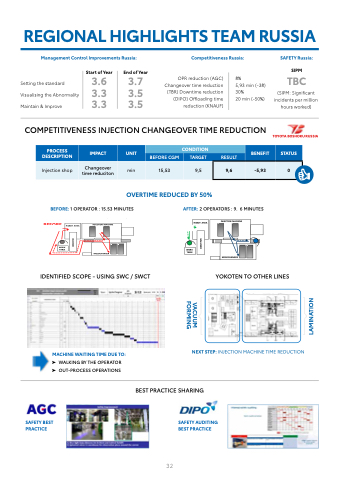
min 15,53 9,5 9,6 -5,93
o
T
S
t
u
d
y
sp
illion
ctionP R(DOIC
tion (KNAUF)
ecking and lubricating
PEOS
S) D E
6.Yokoten to
Injection shop
reduction
E Background: Overt 1
UCTION
reduced by 50%
o / CT Study
T
BENEFIT STATUS
SCR
9 o
REGIONAL HIGHLIGHTS TEAM RUSSIA
# eemaernt Control ImprovemeAnGtsCRInUte:rnal Use OnlyC.
ompetitiveness RUSI:PM (DIPO) OSafflfeotaydRinUg: time 20 min (-50%) collection
Maintain & Improve
ng the standard 3.6 M RUSSIA
O u t - p r o3c0e %s s ( S I P M : S i g i n i f i c a n t Downtime reduction (DIPO)
I N J E C
30 %
SWCT
NGER
W C / SW CT
est
e
Safety best
practice
illdN P
SAFETY BEST PRACTICE
6.Yokoten to other lines
8 I %N J E C T INJECT 5,93 min (-3
p l a c e m 3 e . n 5 t O v e r t i m e r e d u
OITMAPABCOT SHOKUORfUflSoSa ction (KNA STATUS
MOLDCHANGER
Safety best practice
WORK TABLE
Auditing
Start of Year End of Year
8 % Maintain & improve 3.3 3.5 SIPM Preparing m olds for replacem ent
OPRreduction(AGC) Changeover time reduction (TBR)
5,93 min (-38%) collection OPR reduction (AGC) 8 %
Offloadingtimereduction(KNAUoF)peratio2n0smin(-50%) incidentspermillion Parallel
Downtime reduction (DIPO)
he abnormality 3.3
Offloading time reduction (KNAUF)
30 % (SIPM: Siginificant 20 mDoiwnn(3t-i5m.0eS%rei)mducutioilnac(iDtdIePnOdt)s pNeremwillioPnrocess
20 min (-50%) incidents per million Parallel
R
SIPM
operations
setup
setup
3.7
Ch3a0ng%eover time reductio(nSI(PTMBR:)Siginif5ic,9a3ntmin (-38%)
collection
Preparing m olds for replacem ent
Loading the next mold
Unloading the previous mold
setup
3.5
tain & improve 3.3
s RU: COMPESTaIfeTtIyVRUE:NESOffSloadIiNng tJimEe rCedTuctIioOn (KNhAoUuCFr)s HworAkeNd) GEOVER TIME REDUCTION
Before: 1 op
.53 min
es
After : 2 opAepraptloircsa:t9io.6nmoinfutthees approach to similar processes
MACHINE WAITING TIME DUE TO:
- walking by the operator ➤ WALKING BY TH- oEutO-pProEceRssAoTpOerRations
Next step:
Injection MachineTime reductionSafety
Next step:
➤ O4UT-PiRlOl CdESNS OPPERATIONS Best Practice Sharing
Injection Machine Time reduct
e
r
P
t
UNIT
CONDITION
BEFORE CGM TARGET RESULT
Next step:
RO
C
a
ES
t
o
r
:
1
5
u
S
DE
SC
RIP
TIO
N
IM
MOLDCHANGER Injection
PAC
AGC Internal Use Only.#
AGC Internal Use Only.
Management Control Improvements Russia: Competitiveness Russia: SAFETY Russia:
#
3
GHTS - TEAM RUSSIA
Visualising the Abnormality
Start of Year End of Year
AGC Internal Use Only.
#
SIPM
REGIONAL HIGHLIGHTS - TEAM RUSSIA
3.6 3.7
3. Simulated New ProcesTsBC Changeover time reduction 5,93 min (-38)
REGIONAL HIGHLIGHTS - TEAM RUSSIA
Competitiveness RU: Safety RStaUrt:of Year End of Year SIPM
Setting the standard
Management Control Improvements RU: Competitiveness RU: Safety RU:
3.3 3.5
IPO)
OA U VF ) E R 2T0 I mMi n ( - E5 N 👍
GEOVER TIME REDU
N
Injectionshop
g r i p p e r
SULT
hecking first parts
o
OGO> OGO> <LOG
BEFORE
RESULT
IDENTIFIEDSCOPvEe-rUtSimINGeSrWedCu/cSeWdCTby 50% Y6O.YKoOkoTtEeNntToOoOthTeHrlEinResLINES
TOYOTA BO2S.HIOdKeUntRiUfiSeSdIAScopPReOC-EUSSsDinESgCRSIPWTIOCN / SWCT IMPACT
O
vert
i
m
e reduced by 50%
ROBOT AREA INJECTION MAOCHLIDNECHANGER
CONDITION
UNIT BENEFIT STATUS
Injection shop Cnangeover time reduction
E
SULT
2. Identified Scope - Using SWC / SWCT
9,6
5. Results
Inje
15
ct
ion
sh
OPR reduction (AGC) 8%
O u t - p r o c e s s 3 . S i m 8u %l a t e d N e w D aPt a r uon dc e er s s Setting the standard 3.6 3.7 OPR reductionC(AhGaC)ngeover Time-9.6 min
(TBR) Downtime reduction 30% (SIPM: Significant
op
Parallel
CheckingLaoandinlgubthreicnaetxitnmg old 4. Trialled New Process
Aao
Manage o d PR
6.Yokoten to other lines
ET BEFORE CGM TARG
R
Cn
er tim
W
PKRO
M T A R G E T< L O G O >
re 9,5 9,6 -5,93
angeov
e
ed
by 50%
C
OR T A B L E
C
BENEFIT STATUS
Application of the approach to similar processes
T
Data under
Unloading the previous mold hours worked) work
I
O
v
u
c
e
d
ced
bCOyN
O
SSIA
<LOG
O
ESS
DESCRIPTION
RE
m
operations
5,93 mini(n-3c8i%d)ents per million
Visualising the abnormality 3.3 3.5
3.3 3.5Dataunder reduction(KNAUF) ChoanugresowvoerkTeidm)e-9.6min
Changeover time reduction (TBR)
3.5 COMPETITIVENESS Checking and lubricating
Changeover Time-9.6 min
work Calibration
O u t - p r o c e s s I N J E C T I O N C H A N G E O V E R T I M E R E D wU o C r k T I O N A F T E
R
hours worked)
TO
YOTA BOSHOKU RUSSIA
S
in
reduction a rts
TABLE Downtime redRuOBcOtiToAnRE(ADI (SIPM: Siginificant
checkCiOnNgDoITpIOeNrationsINJECTION MACHINE
min 15,53
Calibration Application of the approach to similar processes okoten to other lines
P E T 2 I T . I I V d E e N n E S t S i f i e d S c o p e - U s i n g S W C 5 / . S R We s C u T l t s
Cnang
nc
ident
Calibration
CESS DESCRIPTION Setti REGIONHM
0
UNIT Visualising B
BEFORE S
4. Tria
lled New Process
jection shop Main
Management Control Improvements RU:
OffCloaodimng tpime treidtuicvtioenn(KeNAsUsF)RU:20 min (-50%)
S
fetyPaRraUlle:l
5. Results
reduction
min 15,53 AGC Intern9al,U5se Only.
a
INJECTION MACHINE O
checking operaotiopnserations ckground: Overtime reduction by 5R0%EGIONAL HIGHLIGHTS - TEAM RU
SIA
AFTER
ua
lisi
US
SIA
Unloading the previous mold
Cnangeovertime
5
0
%
S
3.6 3.7 OPRreduction(AGC) MOLDCHANGER
BEFORECGM
TEA
A
ng
the abnormality
min reduction BEFORE CGM
COND1IT5IO,5N3
TARGET R
Main
tain &
imp
rove
3
M
R
ocess - Vide
o
/
3
T
S
t
u
3 d
S y
U
S
I
IN
JEC
TIO
N
C
HAN
GE
ReoTv
O(
ONDITION
TARGET RESULInTjection shop reduction
veness R
ound: OSvearfteimtye rRedUu:ction by 50% setup Data under
9,5
9,6
OPR
e
A F TER reduction
B
EFO
20 min (-50
E
s
U:
e
min 15,53 9,5
P
ROC
ESS D
ES
Ba
ckgr
ductiIonnj
8 c ( A t i Go n C ) c s h e h c o k i p n C g O N o D
Start of Year End of Year SIPM
R
B
Cnangeover time
15.53MINUTES AFTER:2OPERATORS:9C.na6ngMeoINveUrtiTmEeS
INJECTION MACHINE Overtime reduced by 50%
3
5
C
R
IP
.
TION IMP
EFO
RE
A
C
T
U N IT
Checking and lubricating
:1
OP
R:
COh
aVnEg
IeMr
tiEm
ReEreD
dUuc
CtiToIn
TNBR
5T
O(-S3H8O%
)
AinB
K )U R
, O9 Y3 O mT
min (-50%) incidents per million
Offloading time reduction (KNAUF) Parallel
ER
AT
O
1
5,5
3
9
,5
Ca
lib
BEFORE CGM TARGET RE
0
2
SU
LT
incidents per mill
n
9,6 setucphecking first parts
Calibration
Changeover Time-9.6 min
io
hourswRorkeepd)lacingthegrRipOpBeOrT AREA work
Out-process TABLE
5
.
R
esults
#
Downtime reductionCO(NDITPION) 30 % (SIPM: Siginificant Loading the next moldInjectionshop
MOLDCHANGER INJECTION MACHINE CO
y Settingthestandard
ON TOYOTA BOSHOKU RUSSIA OVERTIMEcolRlecEtioDn UCED BY 50%
R
OBOT
AREA
ORK Data under Replacing the gripper TABLE
o
checking first parts PROCESSDESCRIPTION 1. St COMPETITIVENESS 8 % Preparing molds for replacement
IMPACT
UNIT
u
d
i
e
d
P
r
o
c
e
s
s
-
V
i
d
e
/
C
T
S
t
u
dy
3.3 3.5 Management Control Improvements RU: Competitiveness RU: Safety RU:
C
ROBOT AREA Setting the standard 3.6 3.7 WORK
.
9 , 6f eY ewa r P r oE ncdeoshf soYu er s awro r k e d ) 4 . T r i a l l e d N e w P r o c e min work 5. Results
.
imu
l
atSteadrt oN
ration SIPM s
1. Studied Process - Video / CT StudCyhangeover Time-9.6 min
S I P M O u t - p r o c e s s 3 . 5 W O R CKh a o
5. R
e
s
u
lts
%r a t i o n s B E N E F I T S T A T U S BEFORE CGM TARGET RESULT
PROCESS DESCRIPTION
r
ITpIOeN
n
Rep5l,a9ci3ngmthiengr(i-p3pe8r%) collection
,53 9,5 9,6 -5,93 TABLE
g
e
o
ver time reductio
n
(TBR
)
IMPA
C
T
U
PROCESS DESCRIPTION IMPACT
UNIT
NIT
W
Application of the approach to
CONDITION
>
Application of the approach to simila
WORK BEFORE TABLE
In
Cnangeover time
min 15,53 9,5
9,6
-
MACHINE MO
ROB
O
T
A
R
E
hop
INJECTION MACHINE
O
v
e
r
t
ime reduced by 50%
je
ct
io
n
s
P
2. Identified Scope - Using SWC / SWCT Safety
4 T i ll d N ope-UsingSWC/SWCT
LDC
HA
N
GE
R
A
reduction
ROBOT AREA
4 T i ll
<LOG
Application of the approach to similar processe
s
Identified Scope - Using SWC / SWCT
4 T i ll d N P
NEXT STEP: INJECTION MACHINE TIME REDUCTION Injection Machine Time reduction
Safety best
Injection Machine Time
practice
<LOGO> <LOGO>
Machine waiting time due to:
MOLDCHANGER
M
OLDCHANGER
WORK TABLE
Yokoten to other lines
Next steSpaf:e Audit
Application of the approach to sim ilar processes
VACUUM LAM INATION
FORM ING
Next step:
Auditing
BEST PRACTICE SHARING
Next step:
Injection Machine Time reduction
Safety
Next step:
Safety Auditing Best Practice
Injection M achine Tim e reduction
Auditing
Safety Improvement
32
SAFETY AUDITING
Safety
BEST PRACTICE
Auditing
Data under
PROCESS
-38%) cCoOlleMctioPn E
EGDIEOSNCRAIPLTHIOIGNHL (SIPM: Siginifican TION CHANGE
ment ContrinolcIimdpernotvsempenrtms RiUll:i 0%R) EDUCTIO
InjeIMctPiAoCnT shop AL HIGHLIG n g t h e s t a n d a r d 3 . 6 C O N D3 . I 7
hStoarutrosf Yweaor rkeEnd)of
t h e Ca b n n o a r m n a l g i t y e o v e r 3 . 3 t i m e 3 . 5
EFORE CGM TARG
tain & improve 3.3 3.5
TITIVENESS
IMPACT
IGHTS - TEAM
O V E R T I M E RB
t
n CompetTitiveEnTeAsOs RYU: Parallel
Year Changeover
TS -
UNIT work
ctioBn TIOtiNme reduciton
Changeover
t
ction (TBR)
s
OPR
redu
E(AFGOC)R
ET Downtime reRduEctiSonU(DLIPTO)
e
t
u
p
ime
r
edu
min 15,
UNIT U RUSSIA
Injection shop
Ea Dc k Ug r Co Tu nI Od :
OTA BOSHSOI
53
30 % ch(SeIPcMk: 9,5
RUS
Safe
CONDIS EC8G%Mmin Da
5,93 min (-38%) col
Prepar
T
AR
G
A
GC Internal Use Only.
BEFORE CGM
nloading the previous mol
reduction
LoBaEdiFnAgOGtCRheInEnteCrxnGtamlMUosledO Overtime reT3O.dSYuimOcutTil
AKU RUSSIA
I P M o p e r a t i o Cn sa
ty RU: Checking and
TION
Out-process
1. Studie
ta under 15,5•3PUBLIC ET RESULT lection
i S ni g i gn i f i oc a pn t e r a t i o n s 9 , 6
d TARGET
t nBe dObNSyeHw5O0PKr%Uo c Re sUs
nly.
#
lubricating
公
5
Process
Changeover Time-9.6
libration
開
Loa
din
gt
he n
e
xt mo
ld
9
Prep
Unloading the previous mold
aring
mo
lds f
o
r replacement
,
#
Checking and lubr
3. Simula
SIA RESULT4. Tri
- Video / C
ROBOT AREA
min
9,6
ted New Proce
icating WORK
TARGET RESU
Cnangeover timCe ONDITION
min 15,53
ing molds for replacement
#
Replacing the gri
BENEFIT che alled New Process
9,5 9,6
T Study
ss
AFTER
-5,93
INJECTION MACHINE
LT
ppeRr eplacing the
c ckiSngTAfiTrsUt pSarts
IOBNEFMORAECHI Visualisingtheabnorpmeraltiitoyns COMPETITIVENESS
3.3 pari3ng.3molds for re
Data under
ION CHANGEOVER
RIPTION TOY Unloading the pr
8%) collection
I M P ( AS CI P T M : S i g i n i f i c a n t
ON
hop
Loading the n
%) incidents per million
Ch
Cnangeover time
mCOeM
c
reduction
set
i
hours worked)
9,6
R N
E
OB
OT AREA M
U N I
min
n by 50%
C n
Parallel work
BEFORE CGM
Injection s
V
i
d
e
o
ch
ec
kin
M
O
LDC
HA
/ CT St
15,53 9,5
NGER
CONDITI TARGET
SC
RESULT
PO)
INJECTION MAcChHecINkEing first p 30 %
rtime re
50%
20 min (-50%) i UF)MOLDCHANGER BENEFIT
DITI
ime reduc
t
TABLE
W
i
o
CHAN
O
R
K
g
Replacing the
TABLE
opera
tions
. Studied Process -
udy
WORK
aintaiInNJE&CTIiOmN pMrAoCHvINeE Pre
TIME REDU
T
C
T
I
O
N
up
Ove
r
t
PR
OC
ES
S
DE
INJECTION
IdAing time redu
ON
UNIT
BEFORE
RGET RESULT
other lines
,5 9,6 -5,93
TOYOTA BO6.Y
IMPACT UNISHOKU RU
M a c A h i F n T e T E i mR e r e d u c t i o n 5,93 INJ Eo
dNP
<L <L
eover time min 15,53 ducMtioOnLDCHANGER
T
BEFORE CG
CTION MACHINE
VACUUM FORMING
CONVEYOR
CONVEYOR
LAMINATION
CONVEYOR
CONVEYOR CONVEYOR
CONVEYOR
CONVEYOR
CONVEYOR
CONVEYOR
CONVEYOR
Safety Auditing
Safety Auditing
