
Page 36 - Toyota Annual Directory 2020-2021
P. 36
M&I - AKOGLU
Company name
Product Information
TY19
100
PPM DPM QPR
Date
Customer: TMMT Project: 560A
Part Number: 44590 F4020
Part Name: Bracket Brake Assy Actuator Daily Volume: 420
Takt Time: 81 sec
June'20
Material & Inf Toyota 560A
SMS
Name: Eren Aydın
Job: Purchasing Manager TEAM Seniority : 4 years
MY Safety Commitment:
«I act immediately when there's is something unsafe»
MY Responsibility
• Manage the purchasing process including the buying, selling and distributions aspects
• Review new project proposals for the company.
• Implement improvements to existing supply chain processes.
• Handle contract negotiations with vendors and suppliers.
• Identify ideal suppliers based on quality, cost and reliability.
SEPTEMBER
36 37 38 39 40 41
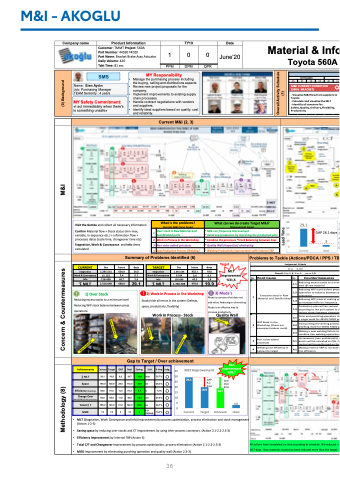
Current M&I (2, 3)
M&I CURRENT CONDITION (560A BRACKET)
- Visualise M&I flow from suppliers to Toyota
- Calculate and visualise the MLT
- Identifiy all concerns for:
Safety, Quality, Delivery, Flexibility, Productivity
40 30 20 10
0
29,1
Visit the Gemba and collect all necessary information
Confirm Material flow + Stock status (min-max, variable, in-sequence etc.) + information flow + processes datas (cycle time, changeover time etc)
Stagnation, Work & Conveyance and Info times calculated
1
2
3
4
What is the problems? (Current M&I Focus Areas)
Over stock in Raw Material and Semifinished parts
Work in Process in the Workshop
Non value added processes
Low Productive Process (Welding)
Summary of Problems Identified (6)
What can we do create Target M&I? (improvement Items)
* Milk-run frequency improvement
* Avoid overproduction by improving the production plan
* Combine the processes *Stock balancing between lines
* Quality Wall (Inspection) eliminating
* Welding Productivity Improvement with internal TBP
Target
MLT Improvement %31,6
Problems to Tackle (Actions/PDCA / PPS / TB
Current
GAP 26,1 days
3
Ideal
CURRENT Sec hours days
Work & Convayance
Info
12.125 3,4 0,1
218.400 60,7 2,5
∑ MLT 2.516.040 698,9 29,1
TARGET Sec hours days
Work & Convayance
Info
9.184 2,6 0,1
156.000 43,3 1,8
∑ MLT 1.720.708 478,0 19,9
No
Root Cause
Judgement Criteria
Stagnation
2.285.515 634,9 26,5
Stagnation
1.555.524 432,1 18,0
O: 2, :1, X:0
Overall:0to2:X,3to4: ,upto4:O
No
Countermeasures
Reducing excess stocks to a mini level @ raw material
1.1
3) Muda's
Muda is a process that does not add value. Reducing or eliminating Muda is an effective way to
Reducing WIP stock before press operation to balance between p operations
1) Over Stock
Reducing excess stocks to a minimum level Reducing WIP stock balance between press operations
2) Work in Process in the Workshop
Stocks hide all errors in the system (Defects, space, productivity, flexiblity)
Work In Process - Stock
increase productivity
Quality Wall
1
Excessive stock in Raw Material and Semifinished
1.2
1.3
Reducing WIP stock at coating pr by increase milk run frequency
Achievements
∑ MLT
Space
Efficiency (Welding) Change Over
(44590F4020 All proceses)
Total C/ T MOD
Current Target GAP
Real Saving
18,7 10,4 112,0 36,0 91,3 6,7 48,0 18,0 122,0 63,0
Unit Days
m2
%
min
sec
# of TM/Shift
% Imp. Judg. 35
35,7% O 30
24,3% O 25 20 7,3% O 15
27,3% O 10 34,1% O 5 14,3% O 0
MLT Improvement
29,1 148,0 84,6 66,0 185,0
19,9 9,2 120,0 28,0 91,0 -6,4 55,0 11,0 124,0 61,0
29,1
Current
GAP 9,2 days
19,9
Target
Gain 10,4 days
18,7
14 12 2 12 2
Achieved
3,0
Ideal
Gap to Target / Over achievement
MLT Improvement %35,7
• MLT (Stagnation, Work Conveyance and Info) Improvement by process optimization, process elimination and stock management (Action 1-2-3)
• Saving space by reducing over stocks and CT improvement by using inter-process conveyors. (Action 2.1-2.2-2.3-3)
• Efficiency Improvement by Internal TBP (Action 4)
• Total C/T and Changeover Improvement by process optimization, process elimination (Action 2.1-2.2-2.3-3)
• MOD Improvement by eliminating punching operation and quality wall (Action 2.3-3)
2
3
4
WIP Stock in the Workshop (There are excessive tandem mold)
Non value added processes
Welding line efficiency is below the target
1.4
2.1
2.2
2.3
3.1
4.1
Production plan will be revised according to the pull system in o reduce stocks between processe
Form and punching operation m a single mold for 44591 F4020 pa
Transporting the drilling process blanking mold for 44592 F4020 p
Making a new welding fixture to combine two welding operations
Unnecessary (non-problematic) c points will be canceled at QW. Fi control will be performed on the
Making internal TBP to increase line efficiency
All actions have completed on time according to schedule. We reduced o
18,7 days. Raw materials stocks has been reduced more than the target.
36
o
1 2 3 4 5 6
m r
s
w
u
S
Methodology (8) Concern & Countermeasures M&I
(0) Background
Lead Time
Overall Activity Schedule (1)
