
Page 37 - Toyota Annual Directory 2020-2021
P. 37
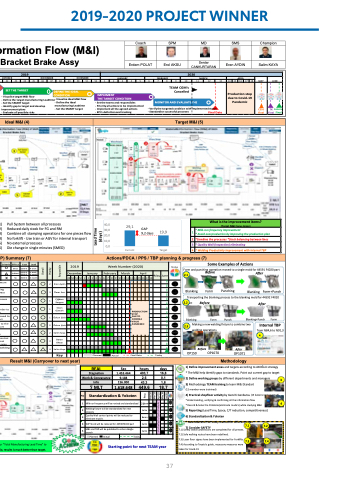
rmation Flow (M&I) Bracket Brake Assy
mum
ing ress
s
to the art
welding
Indirect
No
>1000 € <5000 €
>5000 €
<4 week
>4 week <6 month
>6 month
2
3
1
1
1
2
2
3
4
Eren Aydın
Ömer Avcı
Çiğdem Kargacı
2019-2020 PROJECT WINNER
2019 2020
December
49
50
51
52
1
January
2
3
4
5
February
6
7
8
9
10
March
11
12 13
14
Coach
Erdem POLAT
42 43 44 45 46 47 48 49 50 51 52 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
15
April
16
17
18
May
June
SPM
Erol AKSU
MD
Serdar CANKURTARAN
SMS
Eren AYDIN
Champion
Salim KAYA
OCTOBER NOVEMBER DECEMBER JANUARY FEBRUARY MARCH APRIL
MAY JUNE
SET THE TARGET
DEFINE THE IDEAL
TEAM CGM's Cancelled
MONITOR AND EVALUATE THE
- Verify the targeted condition with implemented status
- Standardise successful proceses Final Date
CONDITION
IMPLEMENT
THE TARGET CONDITION
- Set the teams and responsibles
- Priority all actions to be implemented - Implement all the agreed actions
- KPI's definition and tracking
Production stop due to Covid-19 Pandemic
- Visualise target M&I flow
- Define the target manufacturing Leadtime- Visualise ideal M&I flow
- Set the SMART target
- Identify gap to target and develop improvement plans
- Evaluate all possible risks
- Define the ideal manufacturing Leadtime - Set the SMART target
Ideal M&I (4)
40,0 30,0 20,0 10,0
0,0
29,1
Current
GAP
9,2 days
19,9
Target
Target M&I (5)
CG 6 Final
TK PAN-EU Final Final
) Pull System between all processes
) Reduced daily stock for FG and RM
) Combine all stamping operations for one pieces flow ) No forklift - Use train or AGV for internal transport
) No external processes
) Die change in single minutes (SMED)
What is the improvement items? (Target M&I Focus Areas)
P) Summary (7) Actions/PDCA / PPS / TBP planning & progress (7)
1
2
3
4
* Milk-run frequency improvement
* Avoid overproduction by improving the production plan
*Combine the processes *Stock balancing between lines
* Quality Wall (Inspection) eliminating
* Welding Productivity Improvement with internal TBP
Some Examples of Actions
Form and punching operation moved to a single mold for 44591 F4020 part
After
Criteria
Effect
Direct
Cost
<1000 €
Lead
Week Number (2020)
Status
2.1
Before
Blanking Form Punching Blanking Form+Punch Transporting the blanking process to the blanking mold for 44592 F4020
2.2part Before
After
Form Punch Blanking+Punch Form
Sinan Gürtürk
Özkan İşlek
Özkan İşlek
Salim Kaya
Baran Oktay
Salim Kaya
Key
Planned Actual Final Date Today
RODUCTION STOP
P
DUE TO CORONA VIRUS PANDEMIC
Blanking
2.3 Making a new welding fixture to combine two
Internal TBP
from %84,6 to %91,3
4
welding operations
OP150
Before
OP1070
After
OP1071
Result M&I (Carryover to next year) Methodology
2
3
4
5
Key
REAL Sec hours days
Stagnation
Work & Convayance
Info
Welding fixture will be standardized for new projects
Quality Wall control points will be reduced to eliminate muda's
WIP Stock will be reduced for 44590F4020 part
M&I and TBP will be published to other Akoğlu branch
Planned Actual Today
1.453.464 403,7 16,8
9.184 2,6 0,1
156.000 43,3 1,8
∑ MLT 1.618.648 449,6 18,7
1) Define improvement areas and targets according to AKOĞLU strategy * The M&I help identify gaps to standards. Point out current gap to target 2) Define working groups by different departments and managers
3) Methodology TEAM training to learn M&I Standart
(12 member were trainined)
4) Practical shopfloor activity by Genchi Genbutsu (13 kaizens implemented) *Understanding, verifying & confirming all the information flow
* Record & Solve the Problems(eliminate muda's) while studying M&I
5) Reporting (Lead Time, Space, C/T reduction, competitiveness)
6) Standardization & Yokoten
* New M&I and TBP study started for different areas
7.1 7.2
7.1) Safety switch protections are completed for all presses.
7.2) Safe walking routes have been redefined.
7.3) Laser floor signes have been implemented for Forklifts 7.3 7.4 7.4) According to Toyota's guide, necessary measures were
taken for Covid-19
3
4
No
1
Standardization & Yokoten
Milk run frequency will be revised and standardized
Çiğdem
Salim
Baran
Salim
Salim
7) Consider SAFETY
ur "Total Manufacturing Lead Time" to
So, results is much better than target.
Starting point for next TEAM year
37
o
1 2 3 4 5 6
B
rocess
order to s.
oved to art
p
control inal
e assy.
2019
SHUTDOWN DUE TO COVID-19 PANDEMIC
Feb'20 Mar'20 Apr'20 May'20 Jun'20
Resp.
Overall Priority
Responsible
Lead Time (days)
