
Page 101 - Final Report - KAUSC Team
P. 101
KAUSC Team
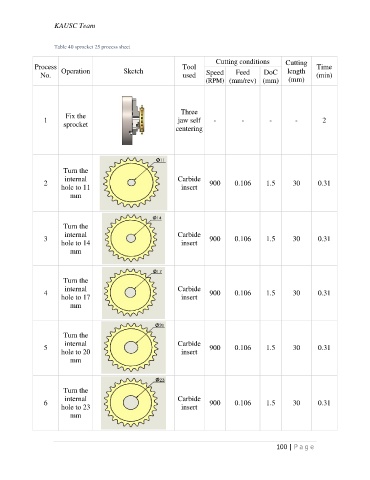
Table 40 sprocket 25 process sheet
Process Operation Sketch Tool Cutting conditions Cutting Time
No. used (min)
Speed Feed DoC length
(RPM) (mm/rev) (mm) (mm)
1 Fix the Three
sprocket jaw self - - - - 2
centering
Turn the
2 internal Carbide 900 0.106 1.5 30 0.31
hole to 11 insert
mm
Turn the
3 internal Carbide 900 0.106 1.5 30 0.31
hole to 14 insert
mm
Turn the
4 internal Carbide 900 0.106 1.5 30 0.31
hole to 17 insert
mm
Turn the
5 internal Carbide 900 0.106 1.5 30 0.31
hole to 20 insert
mm
Turn the
6 internal Carbide 900 0.106 1.5 30 0.31
hole to 23 insert
mm
100 | P a g e