
Page 269 - Programmable Logic Controllers, Fifth Edition
P. 269
Inputs Ladder logic program Outputs
L1 L2
MUL
ON/OFF MULTIPLY Heater
Source A I:012
400
Source B 0.0100000
TWS
1 Destination N7:0
4
2 I:012 PL1
3 ADD
ADD
Source A I:012
400
Source B N7:0
I:013 4 PL2
Destination N7:1
404
Thermocouple
input
SUB
SUBTRACT
Source A I:012
400
Source B N7:0
4
Destination N7:2
396
PL1
LES
LESS THAN
Source A I:013
0
Source B N7:2
396
PL2
GRT
GREATER THAN
Source A I:013
0
N7:1
Source B 404
ON/OFF PL1 PL2 Heater
Heater
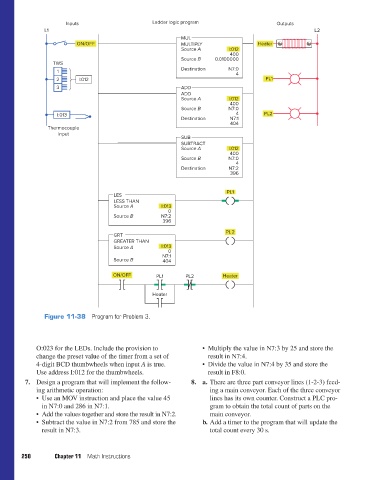
Figure 11-38 Program for Problem 3.
O:023 for the LEDs. Include the provision to • Multiply the value in N7:3 by 25 and store the
change the preset value of the timer from a set of result in N7:4.
4-digit BCD thumbwheels when input A is true. • Divide the value in N7:4 by 35 and store the
Use address I:012 for the thumbwheels. result in F8:0.
7. Design a program that will implement the follow- 8. a. There are three part conveyor lines (1-2-3) feed-
ing arithmetic operation: ing a main conveyor. Each of the three conveyor
• Use an MOV instruction and place the value 45 lines has its own counter. Construct a PLC pro-
in N7:0 and 286 in N7:1. gram to obtain the total count of parts on the
• Add the values together and store the result in N7:2. main conveyor.
• Subtract the value in N7:2 from 785 and store the b. Add a timer to the program that will update the
result in N7:3. total count every 30 s.
250 Chapter 11 Math Instructions
pet73842_ch11_234-251.indd 250 03/11/15 4:08 PM