
Page 29 - 长沙卷烟厂制丝车间膨化线中控质量防控手册
P. 29
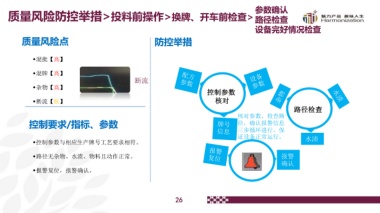
参数确认
质量风险防控举措>投料前操作>换牌、开车前检查> 路径检查
设备完好情况检查
质量风险点 防控举措
混批【高】
混牌【高】
断流
杂物【高】
控制参数
断流【低】 核对
路径检查
核对参数,检查路
控制要求/指标、参数 径,确认报警信息
三步循环进行,保
证设备正常运行。 水渍
控制参数与相应生产牌号工艺要求相符。
路径无杂物、水渍、物料且动作正常。 报警
确认
报警复位,报警确认。
26