
Page 12 - 长沙卷烟厂制丝车间SDT岗位质量风险防控手册_Neat
P. 12
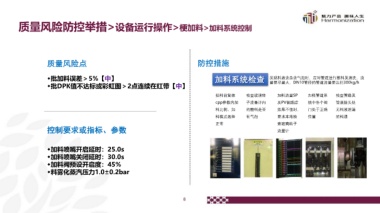
质量风险防控举措>设备运行操作>梗加料>加料系统控制
质量风险点 防控措施
批加料误差>5%【中】 加料系统检查 发现料液含杂含气泡时,应对管道进行推料及清洗,流
批DPK值不达标或彩虹图>2点连续在红带【中】 量要尽量大,DN10管径的管道流量要达到300kg/h
投料前复核 检查玻璃转 加料流量SP 加料管道系 检查管路及
cpp参数内加 子流量计内 及PV值跟踪 统中各个阀 管道接头处
料比例、加 的糖料是否 效果不佳时, 门处于正确 无料液泄漏
料模式选择 有气泡 要求本地检 位置 的料渍
正常 查玻璃转子
控制要求或指标、参数 流量计
加料喷嘴开启延时:25.0s
加料喷嘴关闭延时:30.0s
加料阀预设开启度:45%
料雾化蒸汽压力1.0±0.2bar
8