
Page 9 - hotrolled_Neat
P. 9
Production Facilities
Pohang Works Gwangyang Works
Facility
No.1 Hot Strip Mill No.2 Hot Strip Mill No.1 Hot Strip Mill No.2 Hot Strip Mill No.3 Hot Strip Mill
aWC Width Gauge
COnTrOLLer
Reheating Thickness
Furnace edger roll
Width Gauge
Cross angle
Scale edger roll
Breaker horizontal Vertical Vertical Vertical Vertical edger roughing Mill
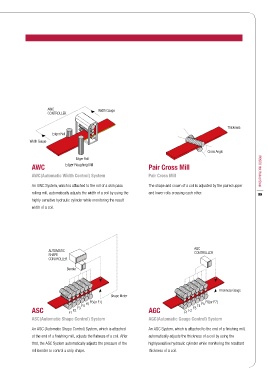
AWC Pair Cross Mill
AWC(Automatic Width Control) System Pair Cross Mill POSCO Hot Rolled Steel
an aWC System, which is attached to the roll of a skin pass The shape and crown of a coil is adjusted by the paired upper
Roughing
POSCO Hot Rolled Steel
08 Mill rolling mill, automatically adjusts the width of a coil by using the and lower rolls crossing each other. 09
highly-sensitive hydraulic cylinder while monitoring the result
width of a coil.
Finishing
Mill
aGC
aUTOMaTiC
ShaPe COnTrOLLer
COnTrOLLer
Down Bender
Coiler
Thickness Gauge
Shape Meter
F4 F5 F6(or F7) F4 F5 F6(or F7)
ASC F1 F2 F3 AGC F1 F2 F3
ASC(Automatic Shape Control) System AGC(Automatic Gauge Control) System
Skin Pass
Mill an aSC (automatic Shape Control) System, which is attached an aGC System, which is attached to the end of a finishing mill,
at the end of a finishing mill, adjusts the flatness of a coil. after automatically adjusts the thickness of a coil by using the
that, the aSC System automatically adjusts the pressure of the highlysensitive hydraulic cylinder while monitoring the resultant
roll bender to control a strip shape. thickness of a coil.