
Page 6 - 长沙卷烟厂制丝车间膨化线中控质量防控手册
P. 6
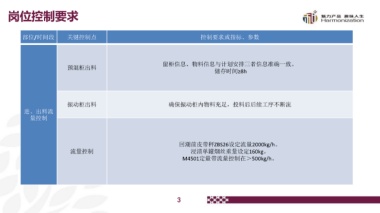
岗位控制要求
部位/时间段 关键控制点 控制要求或指标、参数
留柜信息、物料信息与计划安排三者信息准确一致。
预混柜出料
储存时间≥8h
振动柜出料 确保振动柜内物料充足,投料后后续工序不断流
进、出料流
量控制
回潮前皮带秤ZBS26设定流量2000kg/h。
流量控制 浸渍单罐烟丝重量设定160kg。
M4501定量带流量控制在>500kg/h。
3