
Page 791 - SPESIFIKASI UMUM 2018 DIRJEN BINA MARGA - PUPR
P. 791
SPESIFIKASI UMUM 2018 (Revisi 2)
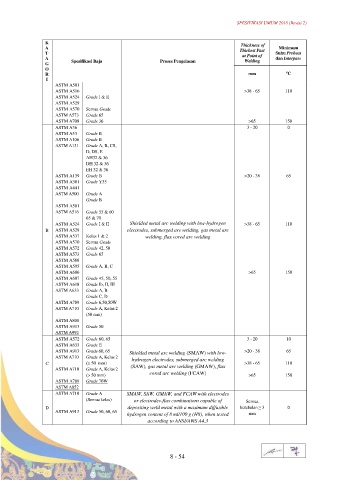
K Thickness of
A Thickest Past Minimum
T at Point of Suhu Preheat
A Welding dan Interpass
G Spesifikasi Baja Proses Pengelasan
O
C
R mm 0
I
ASTM A501
ASTM A516 >38 - 65 110
ASTM A524 Grade I & II
ASTM A529
ASTM A570 Semua Grade
ASTM A573 Grade 65
ASTM A709 Grade 36 >65 150
ASTM A36 3 - 20 0
ASTM A53 Grade B
ASTM A106 Grade B
ASTM A131 Grade A, B, CS,
D, DS, E
AH32 & 36
DH 32 & 36
EH 32 & 36
ASTM A139 Grade B >20 - 38 65
ASTM A381 Grade Y35
ASTM A441
ASTM A500 Grade A
Grade B
ASTM A501
ASTM A516 Grade 55 & 60
65 & 70
ASTM A524 Grade I & II Shielded metal arc welding with low-hydrogen >38 - 65 110
B ASTM A529 electrodes, submerged are welding, gas metal are
ASTM A537 Kelas 1 & 2 welding, flax cored arc welding
ASTM A570 Semua Grade
ASTM A572 Grade 42, 50
ASTM A573 Grade 65
ASTM A588
ASTM A595 Grade A, B, C
ASTM A606 >65 150
ASTM A607 Grade 45, 50, 55
ASTM A618 Grade Ib, II, III
ASTM A633 Grade A, B
Grade C, D
ASTM A709 Grade 6,50,50W
ASTM A710 Grade A, Kelas 2
(50 mm)
ASTM A808
ASTM A913 Grade 50
ASTM A992
ASTM A572 Grade 60, 65 3 - 20 10
ASTM A633 Grade E
ASTM A913 Grade 60, 65 Shielded metal arc welding (SMAW) with low- >20 - 38 65
ASTM A710 Grade A, Kelas 2 hydrogen electrodes, submerged arc welding
C (≤ 50 mm) (SAW), gas metal arc welding (GMAW), flux >38 - 65 110
ASTM A710 Grade A, Kelas 2
(> 50 mm) cored arc welding (FCAW) >65 150
ASTM A709 Grade 70W
ASTM A852
ASTM A710 Grade A SMAW, SAW, GMAW, and FCAW with electrodes
(Semua kelas) or electrodes-flux combinations capable of Semua
D depositing weld metal with a maximum diffusible ketebalan ≥ 3 0
ASTM A913 Grade 50, 60, 65
hydrogen content of 8 ml/100 g (H8), when tested mm
according to ANSI/AWS A4.3
8 - 54