
Page 224 - The ROV Manual - A User Guide for Remotely Operated Vehicles 2nd edition
P. 224
8.8 Underwater cable design 213
7
4 8
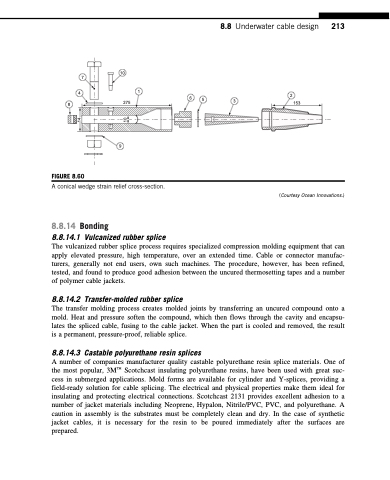
FIGURE 8.60
10
1
275 5 3 153
62
9
A conical wedge strain relief cross-section.
8.8.14 Bonding
8.8.14.1 Vulcanized rubber splice
(Courtesy Ocean Innovations.)
The vulcanized rubber splice process requires specialized compression molding equipment that can apply elevated pressure, high temperature, over an extended time. Cable or connector manufac- turers, generally not end users, own such machines. The procedure, however, has been refined, tested, and found to produce good adhesion between the uncured thermosetting tapes and a number of polymer cable jackets.
8.8.14.2 Transfer-molded rubber splice
The transfer molding process creates molded joints by transferring an uncured compound onto a mold. Heat and pressure soften the compound, which then flows through the cavity and encapsu- lates the spliced cable, fusing to the cable jacket. When the part is cooled and removed, the result is a permanent, pressure-proof, reliable splice.
8.8.14.3 Castable polyurethane resin splices
A number of companies manufacturer quality castable polyurethane resin splice materials. One of the most popular, 3Mt Scotchcast insulating polyurethane resins, have been used with great suc- cess in submerged applications. Mold forms are available for cylinder and Y-splices, providing a field-ready solution for cable splicing. The electrical and physical properties make them ideal for insulating and protecting electrical connections. Scotchcast 2131 provides excellent adhesion to a number of jacket materials including Neoprene, Hypalon, Nitrile/PVC, PVC, and polyurethane. A caution in assembly is the substrates must be completely clean and dry. In the case of synthetic jacket cables, it is necessary for the resin to be poured immediately after the surfaces are prepared.
14
10
