
Page 12 - 制丝监督检验岗位质量防控手册(10.16)_Neat
P. 12
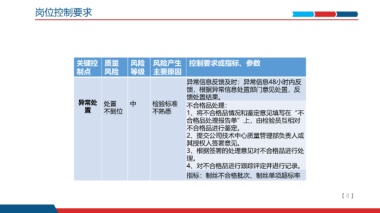
岗位控制要求
关键控 质量 风险 风险产生 控制要求或指标、参数
制点 风险 等级 主要原因
异常信息反馈及时:异常信息48小时内反
馈,根据异常信息处置部门意见处置,反
馈处置结果。
异常处 处置 中 检验标准 不合格品处理:
置 不到位 不熟悉 1、将不合格品情况和鉴定意见填写在“不
合格品处理报告单”上,由检验员互相对
不合格品进行鉴定。
2、提交公司技术中心质量管理部负责人或
其授权人签署意见。
3、根据签署的处理意见对不合格品进行处
理。
4、对不合格品进行跟踪评定并进行记录。
指标:制丝不合格批次、制丝单项超标率
【 8 】