
Page 81 - Посібник для електрогазозварників
P. 81
Розділ ІІІ. Дугове наплавлення валиків і зварювання пластин в різних
просторових положеннях
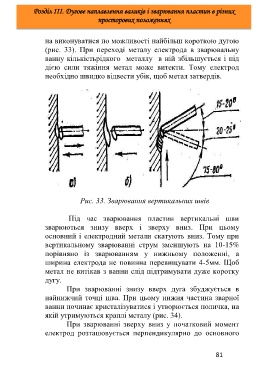
на виконуватися по можливості найбільш короткою дугою
(рис. 33). При переході металу електрода в зварювальну
ванну кількістьрідкого металлу в ній збільшується і під
дією сили тяжіння метал може витекти. Тому електрод
необхідно швидко відвести убік, щоб метал затвердів.
Рис. 33. Зварювання вертикальних швів
Під час зварювання пластин вертикальні шви
зварюються знизу вверх і зверху вниз. При цьому
основний і електродний метали скатують вниз. Тому при
вертикальному зварюванні струм зменшують на 10-15%
порівняно із зварюванням у нижньому положенні, а
ширина електрода не повинна перевищувати 4-5мм. Щоб
метал не витікав з ванни слід підтримувати дуже коротку
дугу.
При зварюванні знизу вверх дуга збуджується в
найнижчий точці шва. При цьому нижня частина зварної
ванни починає кристалізуватися і утворюється поличка, на
якій утримуються краплі металу (рис. 34).
При зварюванні зверху вниз у початковий момент
електрод розташовується перпендикулярно до основного
81