
Page 31 - Станочный Парк (1)
P. 31
новые технологии
устраняют горячим изостатическим прес-
сованием (HIP), рисунок 13, и последую-
щей обработкой давлением – прокаткой
или ковкой.
Платформа с подложкой, на которой
«выращивается» заготовка, может совер-
шать возвратно-поступательное движе-
ние – тогда получается заготовка в виде
ленты (рисунок 14 а), или вращательное
движение относительно оси потока рас-
пыляемого металла – для получения ци-
линдрической заготовки в виде болванки
(рисунок 14 б). Вращательное движение
относительно оси, перпендикулярной оси
потока, позволяет получать заготовки
типа «кольцо» или «труба» (рисунки 14 Рис. 13. Установка горячего изостатического
в, 15). прессования AVURE
Технология Spay forming открывает
широкие возможности для создания так
называемых градиентных материалов (с
переменными по сечению физикохимиче-
скими свойствами), которые могут быть
получены методом послойного нанесения
различных материалов через два (или
более) распылительных сопла.
В связи с развитием и повышением
технического уровня прототипирующих
машин может представлять интерес прак-
тическое применение технологии Spray Рис. 14. Получение заготовок разных типов по
технологии Spay forming
forming для получения изделий методом
напыления металла на керамическую мо-
дель (реплику), рисунок 16.
Рис. 12. Распределение Si в образце сплава
Al-25%; Si-0,89%; Cu- 1%; Ni-0,84%; а – spray
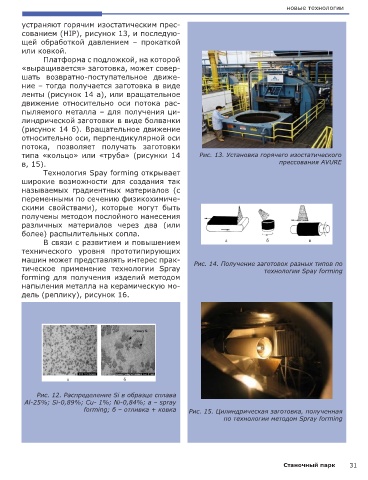
forming; б – отливка + ковка Рис. 15. Цилиндрическая заготовка, полученная
по технологии методом Spray forming
Станочный парк 31