
Page 245 - Icon Ridge Industrial Tools Catalog
P. 245
Thread tools \ Multi-range thread milling cutter
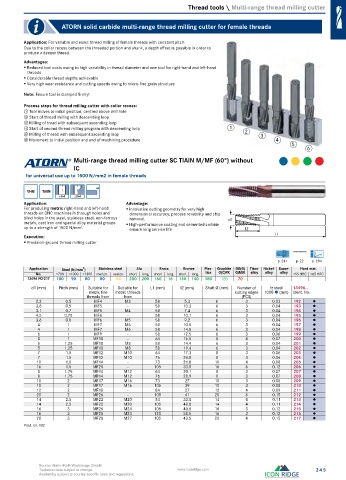
ATORN solid carbide multi-range thread milling cutter for female threads
Application: For variable and exact thread milling of female threads with constant pitch.
Due to the collar recess between the threaded portion and shank, a depth offset is possible in order to
produce a deeper thread.
Advantages:
Reduced tool costs owing to high variability in thread diameter and one tool for right-hand and left-hand
threads
Considerable thread depths achievable
Very high wear resistance and cutting speeds owing to micro-fine grain structure
Note: Ensure tool is clamped firmly!
Process steps for thread milling cutter with collar recess:
① Tool moves to initial position, centred above drill hole
③ Start of thread milling with descending loop
③ Milling of tread with subsequent ascending loop
④ Start of second thread milling program with descending loop 1 2
⑤ Milling of thread with subsequent ascending loop 3
⑥ Movement to initial position and end of machining procedure 4
5
6
Multi-range thread milling cutter SC TIAlN M/MF (60°) without
IC
for universal use up to 1500 N/mm2 in female threads
HA
VHM TiAlN
3xd 2xd
Application: Advantage:
For producing metric right-hand and left-hand Innovative cutting geometry for very high
threads on CNC machines in through holes and dimensional accuracy, process reliability and chip
blind holes in the steel, stainless steel, non-ferrous removal. d1
metals, cast iron and special alloy material groups High-performance coating and cemented carbide
up to a strength of 1500 N/mm . 2 ensure long service life l2
Execution: l1
Precision-ground thread milling cutter
p. 241 p. 22 p. 284
2
Application Steel (N/mm ) Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
13496192-217 100 90 80 80 60 200 200 160 16 140 140 180 120 70
d1 (mm) Pitch (mm) Suitable for Suitable for L1 (mm) l2 (mm) Shaft Ø (mm) Number of fz steel 13496...
metric fine metric threads cutting edges 1000 (mm) Ident. No.
threads from from (PCS)
2.2 0.5 MF4 M3 58 5.3 6 3 0.03 192 ●
3.8 0.5 MF5 - 58 10.3 6 3 0.04 193 ●
3.1 0.7 MF5 M4 58 7.4 6 3 0.04 194 ●
4.5 0.75 MF6 - 58 10.1 6 3 0.04 195 ●
3.6 0.8 MF6 M5 58 9.2 6 3 0.04 196 ●
4 1 MF7 M6 58 10.5 6 3 0.04 197 ●
4 1 MF7 M6 58 14.5 6 3 0.04 198 ●
6 1 MF9 - 58 12.5 6 3 0.06 199 ●
8 1 MF10 - 64 16.5 8 4 0.07 200 ●
5 1.25 MF10 M8 58 14.4 6 3 0.04 201 ●
5 1.25 MF10 M8 58 19.4 6 3 0.04 202 ●
7 1.5 MF12 M10 64 17.3 8 3 0.06 203 ●
7 1.5 MF12 M10 76 24.8 8 3 0.06 204 ●
10 1.5 MF14 - 73 21.8 10 4 0.08 205 ●
16 1.5 MF20 - 105 33.8 16 6 0.12 206 ●
8 1.75 MF14 M12 64 20.1 8 3 0.07 207 ●
8 1.75 MF14 M12 76 28.9 8 3 0.07 208 ●
10 2 MF17 M16 73 27 10 3 0.08 209 ●
10 2 MF17 M16 105 39 10 3 0.08 210 ●
12 2 MF18 - 84 27 12 4 0.09 211 ●
20 2 MF26 - 105 41 20 6 0.15 212 ●
14 2.5 MF22 M20 84 33.8 14 4 0.11 213 ●
14 2.5 MF22 M20 105 48.8 14 4 0.11 214 ●
16 3 MF25 M24 105 40.5 16 3 0.12 215 ●
16 3 MF25 M24 120 58.5 16 3 0.12 216 ●
20 3 MF28 M27 105 43.5 20 4 0.15 217 ●
Prod. Gr. 132
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com 245
Availability subject to country specific rules and regulations.