
Page 255 - Icon Ridge Industrial Tools Catalog
P. 255
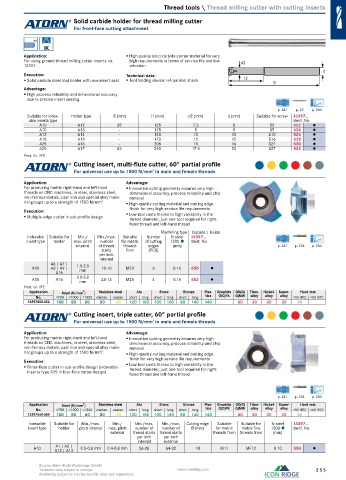
Thread tools \ Thread milling cutter with cutting inserts
Solid carbide holder for thread milling cutter
For front-face cutting attachment
HA
IK
Application: High quality solid carbide carrier material for very
For using ground thread milling cutter inserts no. high requirements in terms of service life and low d2
13397. vibration
d
Execution: Technical data:
Solid carbide steel tool holder with one insert seat Tool holding device: HA parallel shank l2
l1
Advantage:
High process reliability and dimensional accuracy
due to precise insert seating
p. 241 p. 22 p. 284
Suitable for index- Holder type l2 (mm) l1 (mm) d2 (mm) d (mm) Suitable for screw 13397...
able inserts type Ident. No.
A10 A12 35 125 7.3 8 S5 522 ●
A10 A13 - 125 8 8 S5 524 ●
A12 A14 - 150 10 10 S10 526 ●
A18 A15 - 170 12 12 S16 528 ●
A25 A16 - 205 16 16 S27 530 ●
A25 A17 85 250 17.5 20 S27 532 ●
Prod. Gr. 1FD
Cutting insert, multi-flute cutter, 60° partial profile
For universal use up to 1500 N/mm in male and female threads
2
Application: Advantage:
For producing metric right-hand and left-hand Innovative cutting geometry ensures very high
threads on CNC machines, in steel, stainless steel, dimensional accuracy, process reliability and chip
non-ferrous metals, cast iron and special alloy mate- removal
rial groups up to a strength of 1500 N/mm . 2 High-quality cutting material and cutting edge
Execution: finish for very high service life requirements
Multiple-edge cutter in sub-profile design Low tool costs thanks to high variability in the
thread diameter, just one tool required for right-
hand thread and left-hand thread
Machining type Outside | Inside
Indexable Suitable for Min./ Min./max. Suitable Number fz steel 13397...
insert type holder max. pitch number for metric of cutting 1300 Ident. No.
internal of thread threads edges (mm) p. 241 p. 254 p. 284
starts from (PCS)
per inch
internal
A6 | A7 | 1.5-2.5
A18 A8 | A9 | 16-10 M23 6 0.16 650 ●
A15 mm
A18 A16 3.0-5.0 28-13 M25 4 0.16 652 ●
mm
Prod. Gr. 1FE
2
Application Steel (N/mm ) Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
13397650-652 100 80 60 80 60 120 180 100 160 80 140 140 60 30 30 30 60
Cutting insert, triple cutter, 60° partial profile
For universal use up to 1500 N/mm in male and female threads
2
Application: Advantage:
For producing metric right-hand and left-hand Innovative cutting geometry ensures very high
threads on CNC machines, in steel, stainless steel, dimensional accuracy, process reliability and chip
non-ferrous metals, cast iron and special alloy mate- removal
rial groups up to a strength of 1500 N/mm . 2 High-quality cutting material and cutting edge
finish for very high service life requirements
Execution: Low tool costs thanks to high variability in the
Three-flute cutter in sub-profile design (indexable thread diameter, just one tool required for right-
inserts type A25 in four-flute cutter design) hand thread and left-hand thread
p. 241 p. 254 p. 284
Application Steel (N/mm ) Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
2
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
13397550-568 100 80 60 80 60 120 180 100 160 80 140 140 60 30 30 30 60
Indexable Suitable for Min./max. Min./ Min./max. Min./max. Cutting edge Suitable Suitable for fz steel 13397...
insert type holder pitch internal max. pitch number of number of Ø (mm) for metric metric fine 1300 Ident. No.
external thread starts thread starts threads from threads from (mm)
per inch per inch
internal external
A1 | A2 |
A10 A12 | A13 0.5-0.8 mm 0.4-0.8 mm 56-28 64-32 10 M11 MF12 0.10 550 ●
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com 255
Availability subject to country specific rules and regulations.