
Page 696 - Icon Ridge Industrial Tools Catalog
P. 696
Tool clamping \ Technical introduction – tool chucks
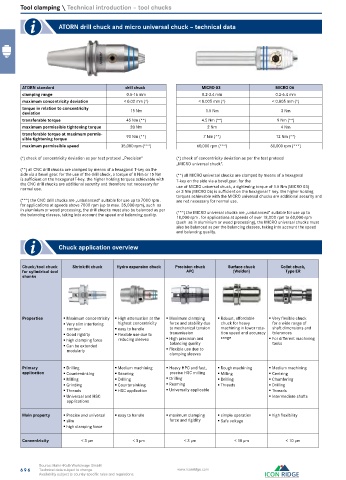
ATORN drill chuck and micro universal chuck – technical data
ATORN standard drill chuck MICRO 03 MICRO 06
clamping range 0.5-16 mm 0.2-3.4 mm 0.2-6.4 mm
maximum concentricity deviation < 0.02 mm (*) < 0.005 mm (*) < 0.005 mm (*)
torque in relation to concentricity
deviation 15 Nm 1.5 Nm 3 Nm
transferable torque 45 Nm (**) 4.5 Nm (**) 9 Nm (**)
maximum permissible tightening torque 20 Nm 2 Nm 4 Nm
transferable torque at maximum permis- 90 Nm (**) 7 Nm (**) 12 Nm (**)
sible tightening torque
maximum permissible speed 35,000 rpm (***) 60,000 rpm (***) 60,000 rpm (***)
(*) check of concentricity deviation as per test protocol „Precision“ (*) check of concentricity deviation as per the test protocol
„MICRO universal chuck“.
(**) all CNC drill chucks are clamped by means of a hexagonal T-key on the
side via a bevel gear. for the use of the drill chuck, a torque of 8 Nm or 15 Nm (**) all MICRO universal chucks are clamped by means of a hexagonal
is sufficient on the hexagonal T-key. the higher holding torques achievable with T-key on the side via a bevel gear. for the
the CNC drill chucks are additional security and therefore not necessary for use of MICRO universal chuck, a tightening torque of 1.5 Nm (MICRO 03)
normal use. or 3 Nm (MICRO 06) is sufficient on the hexagonal T-key. the higher holding
torques achievable with the MICRO universal chucks are additional security and
(***) the CNC drill chucks are „unbalanced“ suitable for use up to 7000 rpm . are not necessary for normal use.
for applications at speeds above 7000 rpm (up to max. 35,000 rpm), such as
in aluminium or wood processing, the drill chucks must also be balanced as per (***) the MICRO universal chucks are „unbalanced“ suitable for use up to
the balancing classes, taking into account the speed and balancing quality.
18,000 rpm . for applications at speeds of over 18,000 rpm to 60,000 rpm
(such as in aluminium or wood processing), the MICRO universal chucks must
also be balanced as per the balancing classes, taking into account the speed
and balancing quality.
Chuck application overview
Chuck/tool chuck Shrink-fit chuck Hydro expansion chuck Precision chuck Surface chuck Collet chuck,
for cylindrical tool APC (Weldon) Type ER
shanks
Properties Maximum concentricity High attenuation at the Maximum clamping Robust, affordable Very flexible chuck
Very slim interfering highest concentricity force and stability due chuck for heavy for a wide range of
contour easy to handle to mechanical tension machining in lower rota- shaft dimensions and
Good rigidity Flexible use due to transmission tion speed and accuracy tolerances
high clamping force reducing sleeves High precision and range For different machining
balancing quality
tasks
Can be extended
modularly Flexible use due to
clamping sleeves
Primary Drilling Medium machining Heavy HPC and fast, Rough machining Medium machining
application Countersinking Reaming precise HSC milling Milling Centring
Milling Drilling Drilling Drilling Chamfering
Grinding Countersinking Reaming Threads Drilling
Threads HSC application Universally applicable Threads
Universal and HSC Intermediate shafts
applications
Main property Precise and universal easy to handle maximum clamping simple operation high flexibility
slim force and rigidity Safe voltage
high clamping force
Concentricity < 3 μm < 3 μm < 3 μm < 10 μm < 10 μm
Source: Hahn+Kolb Werkzeuge GmbH
696 Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations.