
Page 399 - Icon Ridge Presents ATORN
P. 399
Modular milling tools \ Angular milling cutter and plunge mill
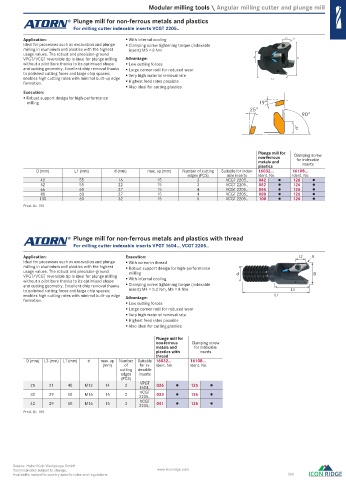
Plunge mill for non-ferrous metals and plastics
For milling cutter indexable inserts VCGT 2205..
Application: With internal cooling L2 R
Ideal for processes such as excavation and plunge Clamping screw tightening torque (indexable
milling in aluminium and plastics with the highest insert) M5 = 8 Nm
usage values. The robust and precision-ground
VPGT/VCGT reversible tip is ideal for plunge milling Advantage: d D
without a pilot bore thanks to its optimised shape Low cutting forces
and cutting geometry. Excellent chip removal thanks Large corner radii for reduced wear
to polished cutting faces and large chip spaces; Very high material removal rate
enables high cutting rates with minimal built-up edge L1
formation. Highest feed rates possible
Also ideal for cutting plastics
Execution:
Robust support design for high-performance
milling 19°
25°
90°
l 2
Plunge mill for Clamping screw
non-ferrous
metals and for indexable
plastics inserts
D (mm) L1 (mm) d (mm) max. ap (mm) Number of cutting Suitable for index- 16032... 16108...
edges (PCS) able inserts Ident. No. Ident. No.
42 55 16 15 3 VCGT 2205.. 042 126
52 55 22 15 3 VCGT 2205.. 052 126
66 60 27 15 4 VCGT 2205.. 066 126
80 60 27 15 4 VCGT 2205.. 080 126
100 60 32 15 5 VCGT 2205.. 100 126
Prod. Gr. 155
Plunge mill for non-ferrous metals and plastics with thread
For milling cutter indexable inserts VPGT 1604.., VCGT 2205..
Application: Execution: L2 R
Ideal for processes such as excavation and plunge With screw-in thread
milling in aluminium and plastics with the highest Robust support design for high-performance
usage values. The robust and precision-ground milling
VPGT/VCGT reversible tip is ideal for plunge milling d D
without a pilot bore thanks to its optimised shape With internal cooling
and cutting geometry. Excellent chip removal thanks Clamping screw tightening torque (indexable
to polished cutting faces and large chip spaces; insert) M4 = 5.2 Nm, M5 = 8 Nm L3
enables high cutting rates with minimal built-up edge Advantage: L1
formation.
Low cutting forces
Large corner radii for reduced wear
Very high material removal rate
Highest feed rates possible
Also ideal for cutting plastics
Plunge mill for
non-ferrous Clamping screw
metals and for indexable
plastics with inserts
thread
D (mm) L3 (mm) L1 (mm) d max. ap Number Suitable 16032... 16108...
(mm) of for in- Ident. No. Ident. No.
cutting dexable
edges inserts
(PCS)
VPGT
25 21 40 M12 14 2 1604.. 026 125
VCGT
32 29 50 M16 15 2 2205.. 033 126
VCGT
42 29 50 M16 15 3 2205.. 041 126
Prod. Gr. 155
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 399
0495_EN_2018_KERN[21847525]-V.indd 495 12/17/2018 3:32:45 PM