
Page 509 - Icon Ridge Presents ATORN
P. 509
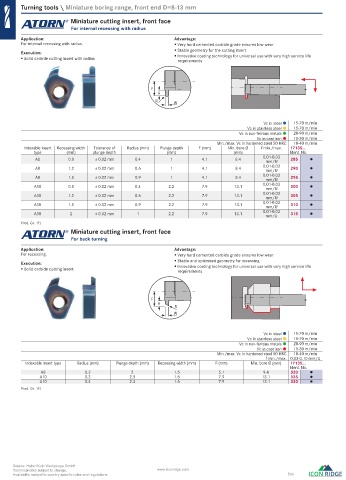
Turning tools \ Miniature boring range, front end D=8-13 mm
Miniature cutting insert, front face
For internal recessing with radius
Application: Advantage:
For internal recessing with radius. Very hard cemented carbide grade ensures low wear
Stable geometry for the cutting insert
Execution:
Solid carbide cutting insert with radius Innovative coating technology for universal use with very high service life
requirements
F
H
R W
Vc in steel 15-70 m/min
Vc in stainless steel 15-70 m/min
Vc in non-ferrous metals 20-90 m/min
Vc in cast iron 15-30 m/min
Min./max. Vc in hardened steel 50 HRC 10-40 m/min
Indexable insert Recessing width Tolerance of Radius (mm) Plunge depth F (mm) Min. bore Ø f min./max. 17135...
type (mm) plunge depth (mm) (mm) Ident. No.
A8 0.8 ± 0.02 mm 0.4 1 4.1 8.4 0.01-0.03 285 ●
mm/U
A8 1.2 ± 0.02 mm 0.6 1 4.1 8.4 0.01-0.03 290 ●
mm/U
A8 1.8 ± 0.02 mm 0.9 1 4.1 8.4 0.01-0.03 295 ●
mm/U
A10 0.8 ± 0.02 mm 0.4 2.2 7.9 13.1 0.01-0.03 300 ●
mm/U
A10 1.2 ± 0.02 mm 0.6 2.2 7.9 13.1 0.01-0.03 305 ●
mm/U
A10 1.8 ± 0.02 mm 0.9 2.2 7.9 13.1 0.01-0.03 310 ●
mm/U
A10 2 ± 0.02 mm 1 2.2 7.9 13.1 0.01-0.03 315 ●
mm/U
Prod. Gr. 1FJ
Miniature cutting insert, front face
For back turning
Application: Advantage:
For recessing. Very hard cemented carbide grade ensures low wear
Stable and optimised geometry for recessing
Execution:
Solid carbide cutting insert Innovative coating technology for universal use with very high service life
requirements
F
H
R
W
Vc in steel 15-70 m/min
Vc in stainless steel 15-70 m/min
Vc in non-ferrous metals 20-90 m/min
Vc in cast iron 15-30 m/min
Min./max. Vc in hardened steel 50 HRC 10-40 m/min
f min./max. 0.03-0.10 mm/U
Indexable insert type Radius (mm) Plunge depth (mm) Recessing width (mm) F (mm) Min. bore Ø (mm) 17135...
Ident. No.
A8 0.2 2 1.5 5.1 9.4 320 ●
A10 0.2 2.3 1.5 7.9 13.1 325 ●
A10 0.4 2.3 1.5 7.9 13.1 330 ●
Prod. Gr. 1FJ
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 509
0642_EN_2018_KERN[21847971]-q.indd 642 12/17/2018 3:33:36 PM