
Page 520 - Icon Ridge Presents ATORN
P. 520
Turning tools \ Miniature boring range with indexable insert from Dmin=4.8 mm
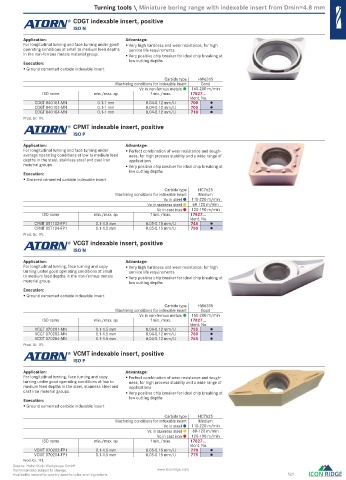
CDGT indexable insert, positive
ISO N
Application: Advantage:
For longitudinal turning and face turning under good Very high hardness and wear resistance, for high
operating conditions at small to medium feed depths service life requirements
in the non-ferrous metals material group. Very positive chip breaker for ideal chip breaking at
Execution: low cutting depths
Ground cemented carbide indexable insert
Carbide type HW6315
Machining conditions for indexable insert Good
Vc in non-ferrous metals 160-280 m/min
ISO name min./max. ap f min./max. 17827...
Ident. No.
CDGT 040101-MN 0.1-1 mm 0.04-0.12 mm/U 700
CDGT 040102-MN 0.1-1 mm 0.04-0.12 mm/U 705
CDGT 040104-MN 0.1-1 mm 0.04-0.12 mm/U 710
Prod. Gr. 1FL
CPMT indexable insert, positive
ISO P
Application: Advantage:
For longitudinal turning and face turning under Perfect combination of wear resistance and tough-
average operating conditions at low to medium feed ness, for high process stability and a wide range of
depths in the steel, stainless steel and cast iron applications
material groups. Very positive chip breaker for ideal chip breaking at
Execution: low cutting depths
Sintered cemented carbide indexable insert
Carbide type HC7625
Machining conditions for indexable insert Medium
Vc in steel 110-220 m/min
Vc in stainless steel 60-120 m/min
Vc in cast iron 120-190 m/min
ISO name min./max. ap f min./max. 17827...
Ident. No.
CPMT 05T102-FP1 0.1-1.5 mm 0.05-0.15 mm/U 745
CPMT 05T104-FP1 0.1-1.5 mm 0.05-0.15 mm/U 750
Prod. Gr. 1FL
VCGT indexable insert, positive
ISO N
Application: Advantage:
For longitudinal turning, face turning and copy Very high hardness and wear resistance, for high
turning under good operating conditions at small service life requirements
to medium feed depths in the non-ferrous metals Very positive chip breaker for ideal chip breaking at
material group. low cutting depths
Execution:
Ground cemented carbide indexable insert
Carbide type HW6315
Machining conditions for indexable insert Good
Vc in non-ferrous metals 160-280 m/min
ISO name min./max. ap f min./max. 17827...
Ident. No.
VCGT 070201-MN 0.1-1.5 mm 0.04-0.12 mm/U 755
VCGT 070202-MN 0.1-1.5 mm 0.04-0.12 mm/U 760
VCGT 070204-MN 0.1-1.5 mm 0.04-0.12 mm/U 765
Prod. Gr. 1FL
VCMT indexable insert, positive
ISO P
Application: Advantage:
For longitudinal turning, face turning and copy Perfect combination of wear resistance and tough-
turning under good operating conditions at low to ness, for high process stability and a wide range of
medium feed depths in the steel, stainless steel and applications
cast iron material groups. Very positive chip breaker for ideal chip breaking at
Execution: low cutting depths
Ground cemented carbide indexable insert
Carbide type HC7625
Machining conditions for indexable insert Medium
Vc in steel 110-220 m/min
Vc in stainless steel 60-120 m/min
Vc in cast iron 120-190 m/min
ISO name min./max. ap f min./max. 17827...
Ident. No.
VCMT 070202-FP1 0.1-1.5 mm 0.05-0.15 mm/U 770
VCMT 070204-FP1 0.1-1.5 mm 0.05-0.15 mm/U 775
Prod. Gr. 1FL
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 520
0653_EN_2018_KERN[21847986]-i.indd 653 12/17/2018 3:33:37 PM