
Page 133 - Icon Ridge Presents ATORN
P. 133
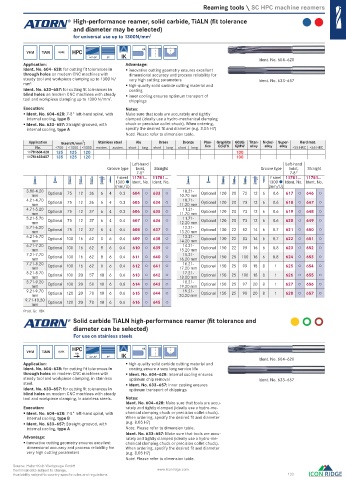
Reaming tools \ SC HPC machine reamers
High-performance reamer, solid carbide, TiALN (fi t tolerance
and diameter may be selected)
for universal use up to 1300N/mm 2
VHM TiAlN 0,00X HPC HA
7–8° 0° IK Ident. No. 604–628
Application: Advantage:
Ident. No. 604–628: for cutting fi t tolerances in innovative cutting geometry ensures excellent
through holes on modern CNC machines with dimensional accuracy and process reliability for
steady tool and workpiece clamping up to 1300 N/ very high cutting parameters Ident. No. 633–657
mm . 2 high-quality solid carbide cutting material and
Ident. No. 633–657: for cutting fi t tolerances in coating
blind holes on modern CNC machines with steady inner cooling ensures optimum transport of
tool and workpiece clamping up to 1300 N/mm . 2 chippings
Execution: Notes:
Ident. No. 604–628: 7-8° le -hand spiral, with Make sure that tools are accurately and tightly
internal cooling, type B clamped (ideally use a hydro-mechanical clamping
Ident. No. 633–657: Straight-grooved, with chuck or precision collet chuck). When ordering,
internal cooling, type A specify the desired fi t and diameter (e.g. 8.05 H7)
Note! Please refer to dimension table.
2
Application Steel (N/mm ) Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
11781604-628 135 125 120 100
11781633-657 135 125 120 100
Le -hand Le -hand
Groove type twist, Straight Groove type twist, Straight
7-8° 7-8°
f steel 11781... 11781... f steel 11781... 11781...
h6 h6
1300 Ident. No. Ident. No. 1300 Ident. No. Ident. No.
mm mm mm mm mm mm mm mm mm mm
(mm/U) (mm/U)
3.80-4.20 Optional 75 12 36 6 4 0.3 604 ○ 633 ○ 10.21- Optional 120 20 72 12 6 0.6 617 ○ 646 ○
mm 10.70 mm
4.21-4.70 Optional 75 12 36 6 4 0.3 605 ○ 634 ○ 10.71- Optional 120 20 73 12 6 0.6 618 ○ 647 ○
mm 11.20 mm
4.71-5.20 Optional 75 12 37 6 4 0.3 606 ○ 635 ○ 11.21- Optional 120 20 73 12 6 0.6 619 ○ 648 ○
mm 11.70 mm
5.21-5.70 Optional 75 12 37 6 4 0.4 607 ○ 636 ○ 11.71- Optional 120 20 73 12 6 0.6 620 ○ 649 ○
mm 12.20 mm
5.71-6.20 Optional 75 12 37 6 4 0.4 608 ○ 637 ○ 12.21- Optional 130 22 82 14 6 0.7 621 ○ 650 ○
mm 13.20 mm
6.21-6.70 Optional 100 16 62 8 6 0.4 609 ○ 638 ○ 13.21- Optional 130 22 83 14 6 0.7 622 ○ 651 ○
mm 14.20 mm
6.71-7.20 Optional 100 16 62 8 6 0.4 610 ○ 639 ○ 14.21- Optional 150 22 99 16 6 0.8 623 ○ 652 ○
mm 15.20 mm
7.21-7.70 Optional 100 16 62 8 6 0.4 611 ○ 640 ○ 15.21- Optional 150 25 100 16 6 0.8 624 ○ 653 ○
mm 16.20 mm
7.71-8.20 Optional 100 16 62 8 6 0.4 612 ○ 641 ○ 16.21- Optional 150 25 99 18 8 1 625 ○ 654 ○
mm 17.20 mm
8.21-8.70 Optional 100 20 57 10 6 0.6 613 ○ 642 ○ 17.21- Optional 150 25 100 18 8 1 626 ○ 655 ○
mm 18.20 mm
8.71-9.20 Optional 100 20 58 10 6 0.6 614 ○ 643 ○ 18.21- Optional 150 25 97 20 8 1 627 ○ 656 ○
mm 19.20 mm
9.21-9.70 Optional 120 20 78 10 6 0.6 615 ○ 644 ○ 19.21- Optional 150 25 98 20 8 1 628 ○ 657 ○
mm 20.20 mm
9.71-10.20 Optional 120 20 78 10 6 0.6 616 ○ 645 ○
mm
Prod. Gr. 1BK
Solid carbide TiALN high-performance reamer (fi t tolerance and
diameter can be selected)
For use on stainless steels
HPC HA
VHM TiAlN 0,00X VA
7–8° 0° IK Ident. No. 604–628
Application: high-quality solid carbide cutting material and
Ident. No. 604–628: for cutting fi t tolerances in coating ensure a very long service life
through holes on modern CNC machines with Ident. No. 604–628: Internal cooling ensures
steady tool and workpiece clamping, in stainless optimum chip removal Ident. No. 633–657
steel. Ident. No. 633–657: inner cooling ensures
Ident. No. 633–657: for cutting fi t tolerances in optimum transport of chippings
blind holes on modern CNC machines with steady
tool and workpiece clamping, in stainless steels. Notes:
Ident. No. 604–628: Make sure that tools are accu-
Execution: rately and tightly clamped (ideally use a hydro-me-
Ident. No. 604–628: 7-8° le -hand spiral, with chanical clamping chuck or precision collet chuck).
internal cooling, type B When ordering, specify the desired fi t and diameter
Ident. No. 633–657: Straight-grooved, with (e.g. 8.05 H7)
internal cooling, type A Note: Please refer to dimension table.
Ident. No. 633–657: Make sure that tools are accu-
Advantage: rately and tightly clamped (ideally use a hydro-me-
innovative cutting geometry ensures excellent chanical clamping chuck or precision collet chuck).
dimensional accuracy and process reliability for When ordering, specify the desired fi t and diameter
very high cutting parameters (e.g. 8.05 H7)
Note! Please refer to dimension table.
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 133
0167_EN_2018_KERN[21846882]-r.indd 167 12/17/2018 3:31:40 PM