
Page 172 - Icon Ridge Presents ORION
P. 172
Milling tools monoblock \ Technical introduction – monobloc milling
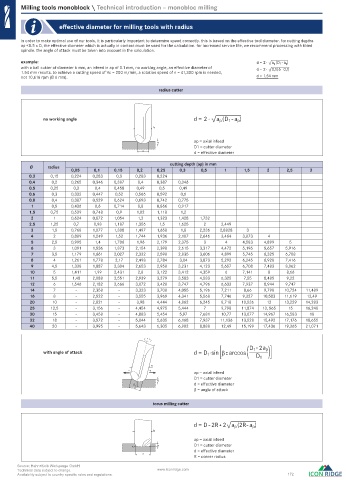
effective diameter for milling tools with radius
in order to make optimal use of our tools, it is particularly important to determine speed correctly. this is based on the effective tool diameter. for cutting depths
ap <0.5 x D, the effective diameter which is actually in contact must be used for the calculation. for increased service life, we recommend processing with tilted
spindle. the angle of attack must be taken into account in the calculation.
example:
with a ball cutter of diameter 6 mm, an infeed in ap of 0.1 mm, no working angle, an effective diameter of
1.54 mm results. to achieve a cutting speed of Vc = 200 m/min, a rotation speed of n = 41,300 rpm is needed,
not 10,616 rpm (Ø 6 mm).
radius cutter
no working angle
D 1
ap = axial infeed
a p
D1 = cutter diameter
d = effective diameter
d
cutting depth (ap) in mm
Ø radius
0,05 0,1 0,15 0,2 0,25 0,3 0,5 1 1,5 2 2,5 3
0.3 0,15 0,224 0,283 0,3 0,283 0,224
0.4 0,2 0,265 0,346 0,387 0,4 0,387 0,346
0.5 0,25 0,3 0,4 0,458 0,49 0,5 0,49
0.6 0,3 0,332 0,447 0,52 0,566 0,592 0,6
0.8 0,4 0,387 0,529 0,624 0,693 0,742 0,775
1 0,5 0,436 0,6 0,714 0,8 0,866 0,917
1.5 0,75 0,539 0,748 0,9 1,02 1,118 1,2
2 1 0,624 0,872 1,054 1,2 1,323 1,428 1,732
2.5 1,25 0,7 0,98 1,187 1,356 1,5 1,625 2 2,449
3 1,5 0,768 1,077 1,308 1,497 1,658 1,8 2,236 2,8828 3
4 2 0,889 1,249 1,52 1,744 1,936 2,107 2,646 3,464 3,873 4
5 2,5 0,995 1,4 1,706 1,96 2,179 2,375 3 4 4,583 4,899 5
6 3 1,091 1,536 1,873 2,154 2,398 2,615 3,317 4,472 5,196 5,657 5,916
7 3,5 1,179 1,661 2,027 2,332 2,598 2,835 3,606 4,899 5,745 6,325 6,708
8 4 1,261 1,778 2,17 2,498 2,784 3,04 3,873 5,292 6,245 6,928 7,416
9 4,5 1,338 1,887 2,304 2,653 2,958 3,231 4,123 5,657 6,708 7,483 8,062
10 5 1,411 1,99 2,431 2,8 3,122 3,412 4,359 6 7,141 8 8,66
11 5,5 1,48 2,088 2,551 2,939 3,279 3,583 4,583 6,325 7,55 8,485 9,22
12 6 1,546 2,182 2,666 3,072 3,428 3,747 4,796 6,633 7,937 8,944 9,747
14 7 – 2,358 – 3,323 3,708 4,055 5,196 7,211 8,66 9,798 10,724 11,489
16 8 – 2,522 – 3,555 3,969 4,341 5,568 7,746 9,327 10,583 11,619 12,49
20 10 – 2,821 – 3,98 4,444 4,862 6,245 8,718 10,536 12 13,229 14,283
25 12,5 – 3,156 – 4,454 4,975 5,444 7 9,798 11,874 13, 565 15 16,248
30 15 – 3,458 – 4,883 5,454 5,97 7,681 10,77 13,077 14,967 16,583 18
32 18 – 3,572 – 5,044 5,635 6,168 7,937 11,136 13,528 15,492 17,176 18,655
40 20 – 3,995 – 5,643 6,305 6,902 8,888 12,49 15,199 17,436 19,365 21,071
n
with angle of attack
D 1
ap = axial infeed
D1 = cutter diameter
a p
β d = effective diameter
β = angle of attack
d
torus milling cutter
D 1
ap = axial infeed
D1 = cutter diameter
a p
R
d = effective diameter
d
R = corner radius
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 172
0337_EN_2018_KERN[21847558]-j.indd 338 12/17/2018 3:32:20 PM