
Page 46 - חוברת הדרכה
P. 46
.3.5תהליך –
.3.5.1נתוני תהליך של התנור :
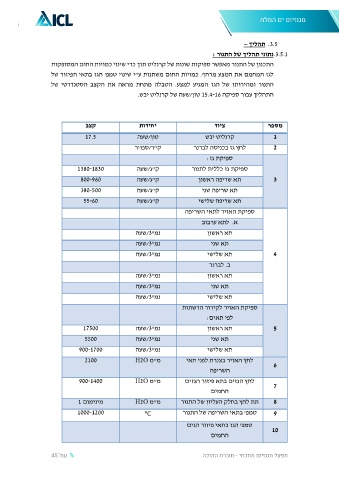
התכנון של התנור מאפשר ספיקות שונות של קרנליט תוך כדי שינוי כמויות החום המסופקות
לגז המחמם את המצע מרחף .כמויות החום משתנות ע"י שינוי טמפ' הגז בתאי הפיזור של
התנור ומהירותו של הגז המגיע למצע .הטבלה מתחת מראה את הקצב הסטנדרטי של
התהליך עבור ספיקה 15.4-16טון/שעה של קרנליט יבש.
קצב יחידות ציוד מספר
17.5 טון/שעה 1
ק"ר/סמ"ר קרנליט יבש 2
1380-1830 לחץ גז בכניסה לברנר 3
800-960 ק"ג/שעה
380-500 ק"ג/שעה ספיקת גז: 4
55-60 ק"ג/שעה ספיקת גז כללית לתנור
ק"ג/שעה 5
17500 תא שריפה ראשון
5500 נמ^/3שעה תא שריפה שני 6
900-1700 נמ^/3שעה 7
2100 נמ^/3שעה תא שריפה שלישי 8
900-1400 ספיקת האויר לתאי השריפה 9
מינימום 1 נמ^/3שעה 10
1000-1200 נמ^/3שעה א .לתא ערבוב
נמ^/3שעה תא ראשון
עמ' 45 תא שני
נמ^/3שעה תא שלישי
נמ^/3שעה ב .לברנר
נמ^/3שעה תא ראשון
מ"מ H2O תא שני
תא שלישי
מ"מ H2O
ספיקת האויר לקירור הרשתות
מ"מ H2O לפי תאים:
℃ תא ראשון
תא שני
תא שלישי
לחץ האויר בצנרת לפני תאי
השריפה
לחץ הגזים בתא פיזור הגזים
החמים
תת לחץ בחלק העליון של התנור
טמפ' בתאי השריפה של התנור
טמפ' הגז בתאי פיזור הגים
החמים
מפעל מגנזיום מתכתי –חוברת הדרכה