
Page 1001 - Master Catalog 2017, Inch
P. 1001
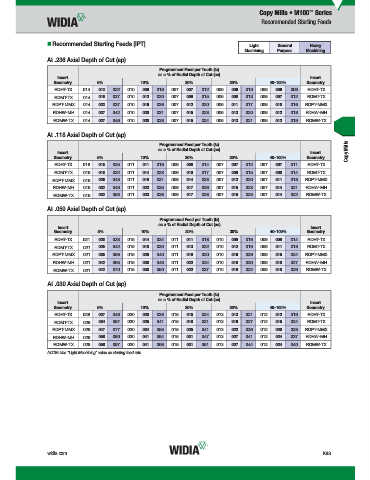
Copy Mills • M100 Series
™
Recommended Starting Feeds
Recommended Starting Feeds [IPT] Light General Heavy
Machining Purpose Machining
At .236 Axial Depth of Cut (ap)
Programmed Feed per Tooth (fz)
as a % of Radial Depth of Cut (ae)
Insert Insert
Geometry 5% 10% 20% 30% 40–100% Geometry
RDHT-TX .014 .013 .022 .010 .009 .016 .007 .007 .012 .006 .006 .010 .006 .006 .009 RDHT-TX
RDMT-TX .014 .016 .027 .010 .012 .020 .007 .009 .015 .006 .008 .013 .006 .007 .012 RDMT-TX
RDPT-MMX .014 .023 .037 .010 .016 .026 .007 .012 .020 .006 .011 .017 .006 .010 .016 RDPT-MMX
RDHW-MH .014 .027 .042 .010 .020 .031 .007 .015 .023 .006 .013 .020 .006 .012 .018 RDHW-MH
RDMW-TX .014 .027 .046 .010 .020 .033 .007 .015 .024 .006 .013 .021 .006 .012 .019 RDMW-TX
At .118 Axial Depth of Cut (ap)
Programmed Feed per Tooth (fz)
as a % of Radial Depth of Cut (ae)
Insert Insert Copy Mills
Geometry 5% 10% 20% 30% 40–100% Geometry
RDHT-TX .016 .015 .025 .011 .011 .018 .009 .008 .014 .007 .007 .012 .007 .007 .011 RDHT-TX
RDMT-TX .016 .019 .032 .011 .014 .023 .009 .010 .017 .007 .009 .015 .007 .008 .014 RDMT-TX
RDPT-MMX .016 .026 .043 .011 .019 .031 .009 .014 .023 .007 .012 .020 .007 .011 .018 RDPT-MMX
RDHW-MH .016 .032 .049 .011 .023 .035 .009 .017 .026 .007 .015 .023 .007 .014 .021 RDHW-MH
RDMW-TX .016 .032 .053 .011 .023 .038 .009 .017 .028 .007 .015 .025 .007 .014 .022 RDMW-TX
At .059 Axial Depth of Cut (ap)
Programmed Feed per Tooth (fz)
as a % of Radial Depth of Cut (ae)
Insert Insert
Geometry 5% 10% 20% 30% 40–100% Geometry
RDHT-TX .021 .020 .033 .015 .014 .024 .011 .011 .018 .010 .009 .016 .009 .009 .014 RDHT-TX
RDMT-TX .021 .025 .042 .015 .018 .030 .011 .013 .022 .010 .012 .019 .009 .011 .018 RDMT-TX
RDPT-MMX .021 .035 .056 .015 .025 .040 .011 .019 .030 .010 .016 .026 .009 .015 .024 RDPT-MMX
RDHW-MH .021 .042 .065 .015 .030 .046 .011 .022 .034 .010 .019 .030 .009 .018 .027 RDHW-MH
RDMW-TX .021 .042 .070 .015 .030 .050 .011 .022 .037 .010 .019 .032 .009 .018 .029 RDMW-TX
At .030 Axial Depth of Cut (ap)
Programmed Feed per Tooth (fz)
as a % of Radial Depth of Cut (ae)
Insert Insert
Geometry 5% 10% 20% 30% 40–100% Geometry
RDHT-TX .028 .027 .046 .020 .020 .033 .015 .015 .024 .013 .013 .021 .012 .012 .019 RDHT-TX
RDMT-TX .028 .034 .057 .020 .025 .041 .015 .018 .031 .013 .016 .027 .012 .015 .024 RDMT-TX
RDPT-MMX .028 .047 .077 .020 .034 .055 .015 .025 .041 .013 .022 .036 .012 .020 .033 RDPT-MMX
RDHW-MH .028 .058 .090 .020 .041 .064 .015 .031 .047 .013 .027 .041 .012 .024 .037 RDHW-MH
RDMW-TX .028 .058 .097 .020 .041 .068 .015 .031 .051 .013 .027 .044 .012 .024 .040 RDMW-TX
NOTE: Use “Light Machining” value as starting feed rate.
widia.com K93
10/29/15 1:43 PM
WID_Master16_IndexableMIlling_CopyMills_K092_K093_Minch_REBRAND.indd 93 L V i WID M 16 I d bl MIlli C Mill K092 K093 Mi h REBRANDO b 1420151150AM